
Darstellung der Möglichkeiten des Schweißens von Aluminium-Zylinderköpfen
Je nach Beschädigung der Zylinderköpfe wird die Reparaturschweißung entweder im Laser- oder im WIG-Schweißverfahren durchgeführt.
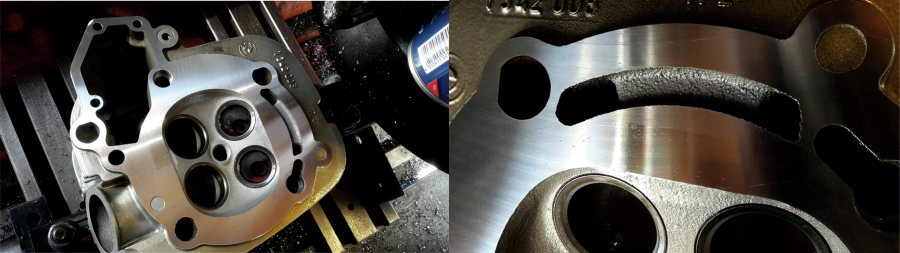
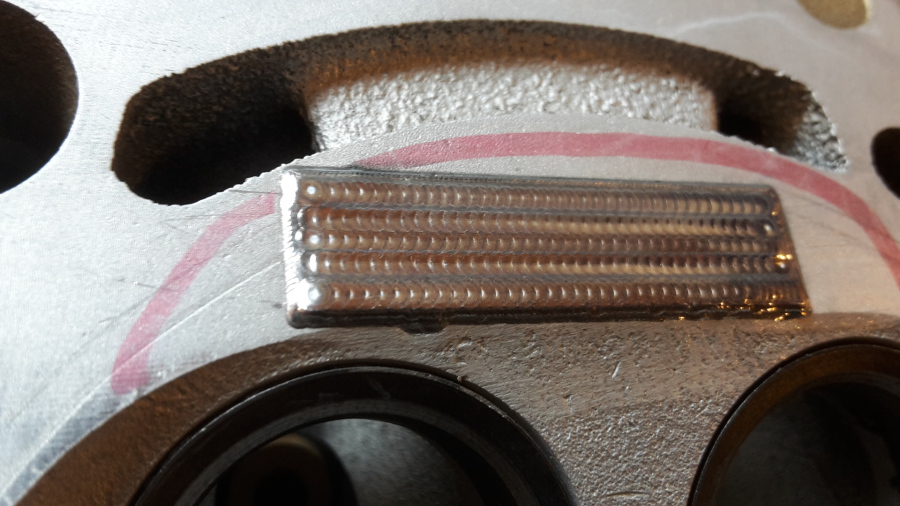 Laserschweißnaht
Laserschweißnaht
Das sehr präzise Laserschweißverfahren eignet sich insbesondere beim Schweißen kleiner Risse und bei Stahlguss-Schweißungen. Die hier erzielbare Präzision ermöglicht ein Schweißen ohne wesentliche Beeinträchtigug der umliegenden Bereiche. Der hierbei verwendete Drahtdurchmesser beträgt nur zwischen 0,1 und 0,4 mm. Aufgrund der sehr filigranen Drahtführung ist ein Schweißen auch tief in Bohrungen mit Durchmessern ab 6mm möglich. Das Laserschweißverfahren eignet sich zudem, um. z.B. Kühlrippen ähnlich dem 3D-Druckverfahren durch Auftragsschweißen neu aufzubauen.
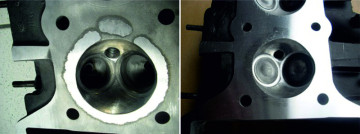
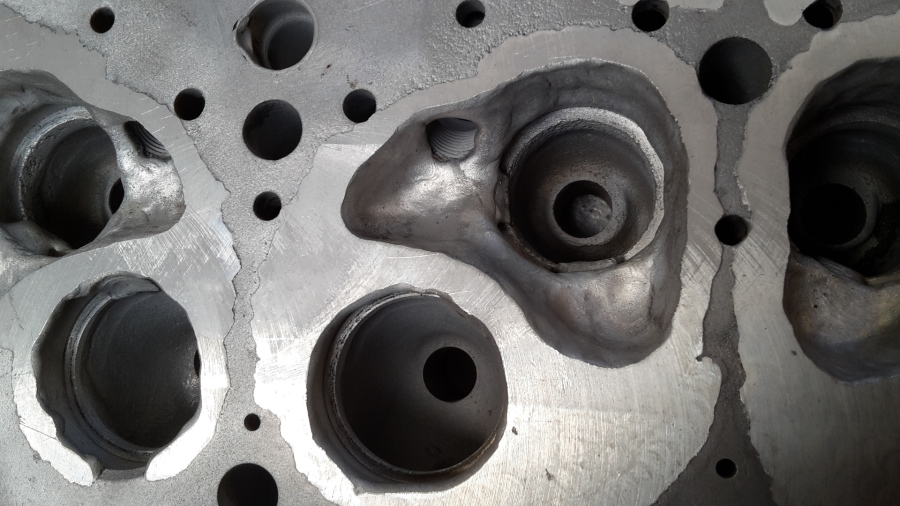 Materialauftrag durch WIG-Schweißung
Materialauftrag durch WIG-Schweißung
Das WIG-Schweißverfahren eignet sich bei größeren Beschädigungen und Reparaturen, bei denen ein größerer Materialauftrag erforderlich ist. Dies wird benötigt, wenn wie im Beispiel links komplette Brennräume wegkorrodiert sind, größere Fehlstellen oder sehr große Risse vorhanden sind.
Grundsätzlich verwenden wir als Zusatzwerkstoff ausschließlich hochfeste Schweißlegierungen, welche dem Ursprungsmaterial in ihren Eigenschaften entsprechen. Dies ist für einen perfekten Materialübergang und einen porenfreien Schweißauftrag wichtig. Der Nachteil ist die hier enstehende teilweise sehr aufwendige Vor- und Nacharbeit.
Wassergekühlte Zylinderköpfe neigen meist zur Rissbildung hin zum Wasserkanal, was dann durch einen erhöhten Kühlmittelverbrauch festgestellt
wird.
Zur exakten Diagnose werden die Zylinderköpfe im Rissprüfungsverfahren in heißem Zustand
abgedrückt.
Zusätzlich lassen wir wassergekühlte Zylinderköpfe nach der Reparaturschweißung bei Henkel-Loctite vakuumimprägnieren.
Luftgekühlte Zylinderköpfe reißen meist im Ventilsitz- und Zündkerzengewinde-Bereich, aber auch Risse vom Brennraum nach außen gehend sind häufig bei luftgekühlten Zylinderköpfen vorhanden.
Die Reparatur dieser Schäden ist grundsätzlich möglich und stellt häufig eine gute Alternative zum teuren und oft nicht mehr erhältlichen Originalteil dar. Oft wird durch das Schweißen sogar eine Verbesserung des Zylinderkopfes im Vergleich zum Serienteil erzielt, indem bei Zylinderköpfen, die konstruktionsbedingt häufig an den selben Stellen reißen (z.B. KTM LC4 / VW Tdi / Porsche) verstärkt Material aufgetragen wird.
Die Zylinderköpfe sind nach dem Schweißen uneingeschränkt verwendbar.
Auf alle von uns durchgeführten Reparaturen erhalten Sie selbstverständlich eine uneingeschränkte Gewährleistung.
Arbeitsumfang von Zylinderkopf-Schweißungen:
- Zylinderkopf reinigen
- Zylinderkopf glasperlstrahlen
- Beschädigtes Material / Riss maschinell komplett entfernen
(z.B. durch Fräsen Material abtragen) - Ventilsitzringe etc. gegebenfalls entfernen
- Zylinderkopf auf ca. 300-350°C erwärmen
- Im heißen Zustand durch Schweißen Material aufttragen
- geschweißte Stellen manuell / maschinell nacharbeiten.
- Ventilsitze / Dichtflächen fräsen
- Montage aller Komponenten
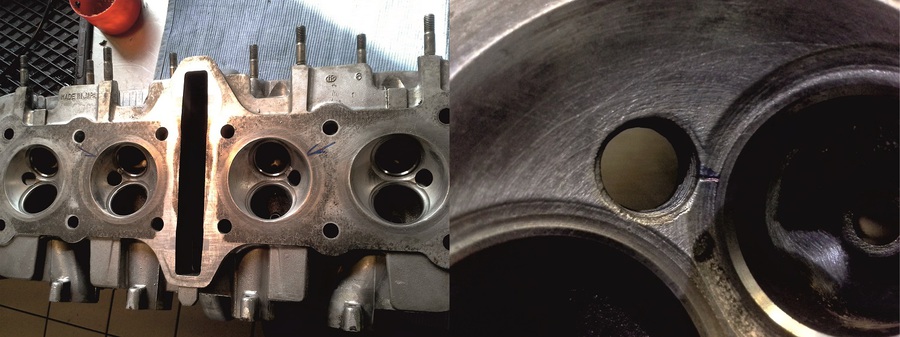
Porsche-996 Zylinderkopf

Hier kann man deutlich den Riss beginnend im Ventilführungsbereich bis hin zum Zündkerzengewinde sehen. Dieses bei Porsche 996/ Boxster-Zylinderköpfen häufig auftretende Problem kann durch Entfernen des beschädigten Materials und entsprechendes Auftragschweißen dauerhaft behoben werden. Die Ersparnis liegt hier bei ca. 2000,- € im Vergleich zum Neuteil.

Dieses Bild zeigt den geschweißten Bereich, bereits nachgearbeitet und mit fertig montierten Ventilen.

Die beiden Porsche 996-Zylinderköpfe bei Anlieferung.

Nach dem Zerlegen und Glasperlstrahlen werden die Zylinderköpfe zum Schweißen vorbereitet.

Die fertiggestellten Zylinderköpfe befinden sich in neuwertigem Zustand. Selbstverständlich sind alle Ventilsitze sowie die Dichtflächen gefräst bzw. geschliffen.
Husqvarna TC 500 - Zylinderkopf (Bj. '83)
Bei diesem Zylinderkopf wurden durch ein abgerissenes Ventil der Brennraum und die Ventilsitze stark beschädigt.
Zur Reparatur wurden zunächst die Ventilsitze sowie das beschädigte Material maschinell entfernt.
Anschließend wurde der Kopf auf 350°C erwärmt und im Schweißverfahren neues Material aufgetragen. Nach dem Schweißen wurden die Grundbohrungen für die Ventilsitze und Führungen neu gefräst, der Brennraum nachgearbeitet und die Dichtfläche ausgedreht.
Nach dem Einbau hochfester Ventilführungen und Sitze sowie neuer Ventile ist dieser Zylinderkopf wieder uneingeschränkt verwendbar.
KTM HighFlow - Zylinderkopf

Ein typisches Problem dieser KTM LC4-Zylinderköpfe ist die Rissbildung zwischen Ein- und Auslasskanal auf der Steuerkettenseite. Die Ursache liegt an der zu geringen Materialstärke an dieser Stelle des gegossenen Kopfes. Dieses Bild zeigt deutlich den Riss zwischen den Kanälen.

Nach dem Entfernen der Ventilsitzringe wird maschinell mit einem Schaftfräser der beschädigte Bereich entfernt und anschließen durch Auftragschweißen in ausreichender Stärke neu aufgebaut. Hier der geschweißte Zylinderkopf bereits mit neu montierten Ventlisitz-Rohlingen.

Nach der sorgfältigen Nachbearbeitung der Kanäle, dem Fräsen der Ventilsitzringe sowie der Dichtfläche ist dieser Zylinderkopf dem Serienteil deutlich überlegen.
Mercedes-Benz AMG 6,3L V8 - Zylinderkopf

Schadensbeschreibung:
Durch Ventilabriss wurde der Brennraum / Ventilsitz eines Zylinders beschädigt.

Der Ventilteller ist fest im zerstörten Sitz verkeilt.
Die Ventilführung ist gebrochen.

Nach der Reinigung und dem Entfernen des Ventils ist das Ausmaß des Schadens sichtbar.
Die Reste des Einlass-Ventilsitzes sowie der angrenzende, ebenfalls verformte Auslass-Ventilsitz werden entfernt.
Anschließend wird das beschädigte Material herausgefräst, der Zylinderkopf erwärmt und neues Material durch Auftragsschweißung aufgetragen.
Die Grundbohrungen zur Aufnahme der neuen Ventilsitze werden neu gefräst, Ventilsitze und eine neu angefertigte Ventilführung aus hochfestem Material eingebaut.

Anschließend wird der Zylinderkopf im heißen Zustand mit dem vierfachen Betriebsdruck
abgepresst. Eventuelle Lunker, Risse etc. würden so sichtbar.

Abschließend werden alle Ventilsitze gefräst, die Ventile maschinell geschliffen, die Dichtfläche plangefräst und alle Komponenten montiert.
Der Zylinderkopf zeigt sich in neuwertigem Zustand.
Die Reparatur ist selbstverständlich mit voller Garantie !

Die Reparaturkosten betrugen hier ca. 25 % des sehr teuren AMG-Neuteils.
Anzumerken bleibt, dass lt. AMG eine Reparatur nicht vorgesehen ist, Ventilsitze oder Führungen werden einzeln nicht verkauft, mussten daher in diesem Fall speziell angefertigt werden.
Durch den extrem hohen Preis für einen neuen Zylinderkopf ist der Neuteile-Verkauf für den Hersteller leider deutlich lukrativer als die wesentlich günstigere Reparatur !
BMW 4-Ventil-Boxer

Bei diesem BMW 4-Ventil-Boxer löste sich ein Teil der Drosselklappe und gelangte in den Brennraum. Die entstandenen kleinen Beschädigungen der Brennraumoberfläche sind ideal geeignet für das Laserschweißverfahren, da hierbei im Vergleich zum WIG-Schweißen das umliegende Material nicht beeinträchtigt wird. Obwohl die Beschädigung dicht am Sitzring liegt, ist ein Ausbau der Sitzringe deshalb nicht erforderlich.
Nach dem minimalen Abtragen der Dichtfläche durch Planfräsen ist von der Beschädigung nichts mehr sichtbar.
Honda CBX 6 Zylinder

Der innere Zylinder ist aufgrund von Zündungsproblemen überhitzt,

das Aluminium zwischen den Ventilsitzen und das Kerzengewinde sind geschmolzen.

Nach dem Auftragsschweißen und dem Einbau neuer Sitzringe ist der Schaden komplett behoben.

Der bereits ausgerichtete und plangefräste Kopf zeigt sich in neuwertigem Zustand.
Abschließend werden die 24 Ventilsitze maschinell gefräst.
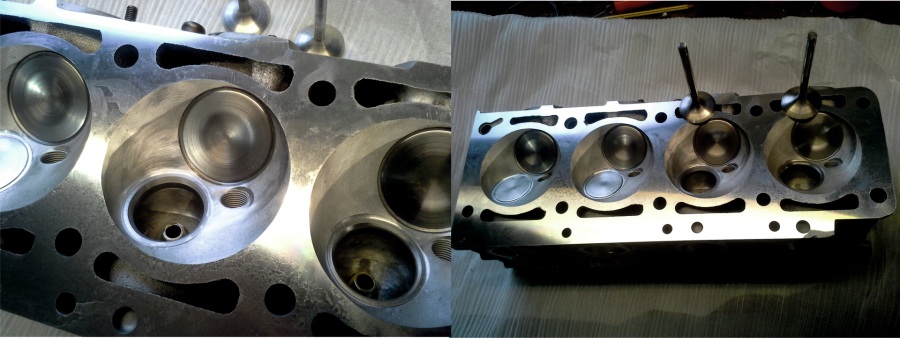
Kawasaki Z1000 - Zylinderkopf

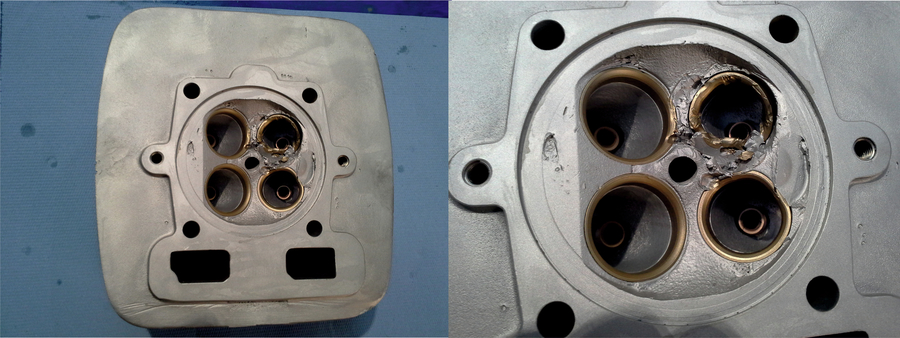
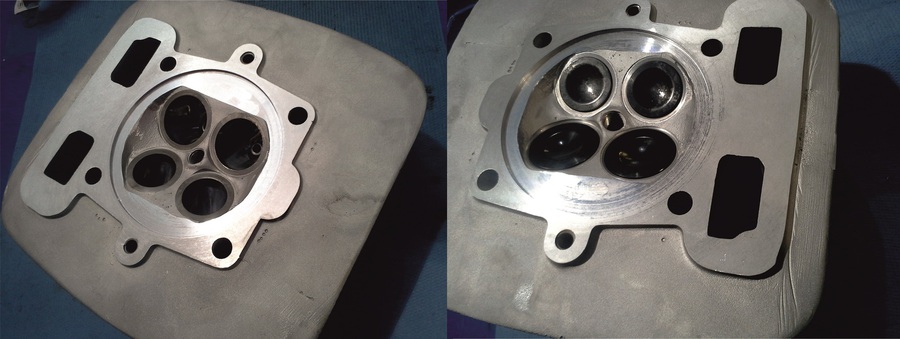
Dieser Kawasaki Z 1000-Kopf war umlaufend am Brennraum durch tiefe Korrosion beschädigt. Einfaches Abfräsen des beschädigten Bereichs war aufgrund der Tiefe der Beschädigungen nicht möglich.

Deshalb wurde der Brennraum zunächst umlaufend geschweißt, um Material aufzutragen. Gleichzeitig wurden die feinen Risse zwischen Zündkerzengewinde und Ventilsitzring geschweißt.
Das linke Bild zeigt den Brennraum nach dem Auftragsschweißen, rechts ist der fertige Zylinderkopf nach der entsprechenden Nacharbeit zu sehen. Selbstverständlich wurden hier die Ventile, die Ventilsitze sowie die Dichtflächen gefräst bzw. geschliffen
Normag

Dieser Normag Diesel Zylinderkopf hatte einen Riss, welcher von der Vorkammer zwischen den Kühlrippen nach außen verlief. Beim Motorlauf traten so Verbrennungsgase zwischen den Kühlrippen aus. Zunächst musste der Riss komplett ausgefräst werden, die Kühlrippen wurden hierzu ebenfalls abgefräst. Dabei wurde auch das Gewinde des Einspritzdüsenhalters teilweise entfernt.
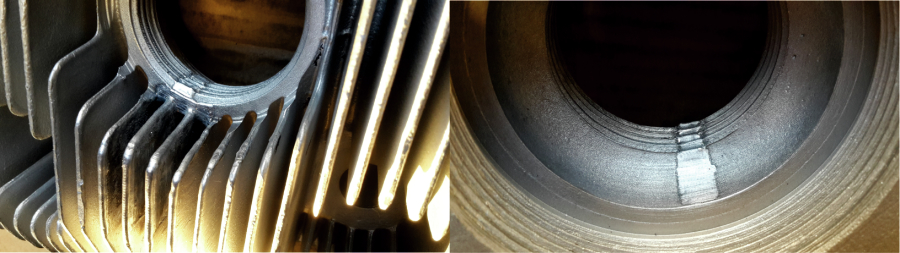
Um die Beschädigung des Zylinderkopfs so gering wie möglich zu halten, kommt hier das Laserschweißverfahren zum Einsatz. Mittels einer hochfesten Schweißlegierung wird das Material schichtweise im vorgewärmten Zustand von unten neu aufgebaut. Die zuvor entfernten Kühlrippen werden hierbei im Schweiß- / Druckverfahren neu aufmodelliert. Die Vorgehensweise ist hier ähnlich wie beim 3D-Druckverfahren. Da hier unter dem Mikroskop mit einem 0,4mm-Draht gearbeitet wird, lassen sich selbst die Konturen der Gewindeflanken mit hoher Präzision aufschweißen.

Anschließend wird die Auflage des Düsenhalters und das Gewinde maschinell nachgearbeitet.

Der fertiggestellte Normag-Kopf lässt nichts mehr vom ursprünglichen Schaden erahnen.
Da dieses Teil weltweit nicht mehr in intaktem Zustand verfügbar war, ist diese Reparatur die einzige Möglichkeit zum Erhalt des seltenen Oldtimer-Traktors.
Kawasaki Z 900
Die Kawasaki-Zylinderköpfe reißen aufgrund der geringen Stegbreite häufig zwischen Ventilsitz und Zündkerzengewinde. Hier eignet sich das Laserschweißverfahren hervorragend, da die kleinen Risse sehr exakt und ohne wesentliche Beschädigungen der angrenzenden Bereiche,

insbesondere der Sitzringe instandgesetzt werden können. Besonders anzumerken ist, dass die Risse wegen der sehr kleinen Drahtführung komplett durchgängig in der nur 12mm messenden Kerzenbohrung geschweißt werden können.

Anschließend werden die Zündkerzengewinde nachgeschnitten und die Ventilsitze gefräst. Hier wurden zusätzlich die Ventile maschinell nachgeschliffen und der Zylinderkopf plangefräst.
Durch die erfolgte Bearbeitung ist der Kopf wieder in bestem Zustand für viele weitere Kilometer.
BMW R 23 / 1939
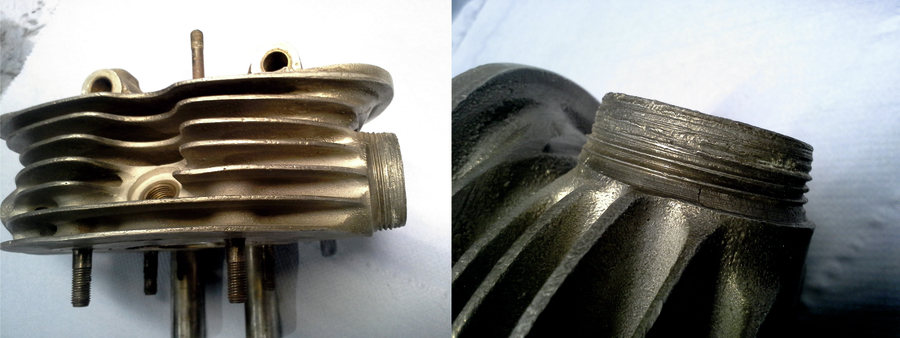
Sehr häufig vorkommende Schäden bei dieser Konstruktion sind defekte Befestigungsgewinde am Krümmeranschluß.
Egal ob diese kpl. abgebrochen oder nur die Gewindegänge beschädigt sind, die Reparatur ist
möglich.
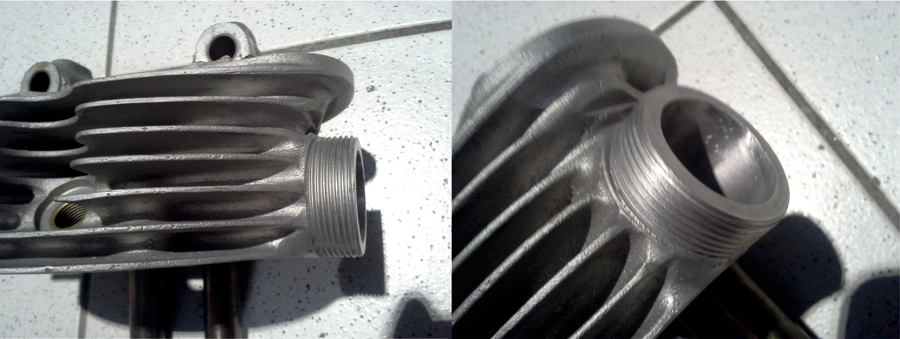
Wir verwenden hierbei als Besonderheit als Zusatzwerkstoff eine spezielle hochfeste Schweißlegierung, welche höchste Festigkeitswerte aufweist. Nur dadurch ist trotz der hohen Abgastemperaturen von 600-800°C die dauerhafte Haltbarkeit des Gewindes gegeben.
Hierauf erhalten Sie die volle Gewährleistung!
BMW 2,0L 1981er Tourenwagen-Rennsport-Fahrzeug
 zum Vergrößern bitte Bilder anklicken
zum Vergrößern bitte Bilder anklicken
Dieser extrem bearbeitete Zylinderkopf, welcher 1981 im Tourenwagen-Rennsport eingesetzt wurde
hatte durch Korrosion massiv poröses Material in den Auslasskanälen und im Brennraum.
Ein Ersatz ist wg. der extremen Seltenheit nicht zu beschaffen, die Reparatur daher unumgänglich.
Durch die Verwendung im Rennsport, welche aus Sicherheitsgründen ohne das vor Korrosion schützende Kühler-Frostschutzmittel erfolgt, sowie die jahrelange Standzeit ist der Kopf sehr stark verfressen.
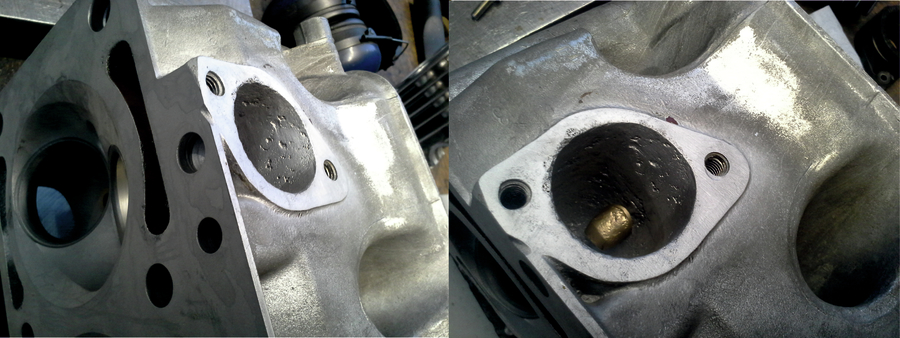
Problematisch sind hier die massiv aufgeweiteten Kanäle, welche extrem dünnwandig zur Wassertasche sind.
Zunächst wurde der Kopf mit Edelkorund gestrahlt und Ultraschall-gereinigt. Anschließend wurden die nun sichtbaren beschädigten Bereiche kpl. manuell großflächig entfernt.
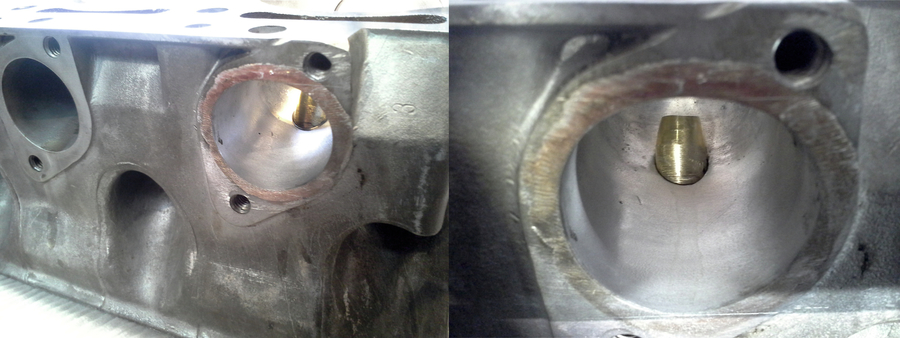
Ein Sitzring und eine Ventilführung wurden ebenfalls ausgebaut.
Nach dem erwärmen auf ca. 380°C wurde nun im Schweißverfahren neues Material schichtweise aufgebaut, anschließend aufwändig manuell nachgearbeitet.
Ein neuer Ventilsitz und eine neue Ventilführung wurden verbaut, alle Sitze gefräst, Ventile maschinell geschliffen.
Der Kopf wurde anschließend als weitere Besonderheit im Vakuumverfahren innenbeschichtet (Fremdleistung durch Loctite-Industrie ) um die korrodierte innere Wassertasche zu imprägnieren und dauerhaft abzudichten.
Der Zylinderkopf ist nach seiner Bearbeitung wieder voll einsatzfähig, das Fahrzeug wird vom Kunden im historischen Rennsport eingesetzt.
Harley Davidson Shovelhead Zylinderköpfe

Ein häufig vorkommender Schaden ist das Lösen der Ventilführung in der Grundbohrung. Anhand dieses Harley-Davidson Shovelhead-Zylinderkopfs möchten wir die Vorgehensweise der Instandsetzung darstellen.

Nach dem Zerlegen, Reinigen und Glasperlstrahlen wir die Grundbohrung komplett zugeschweißt.
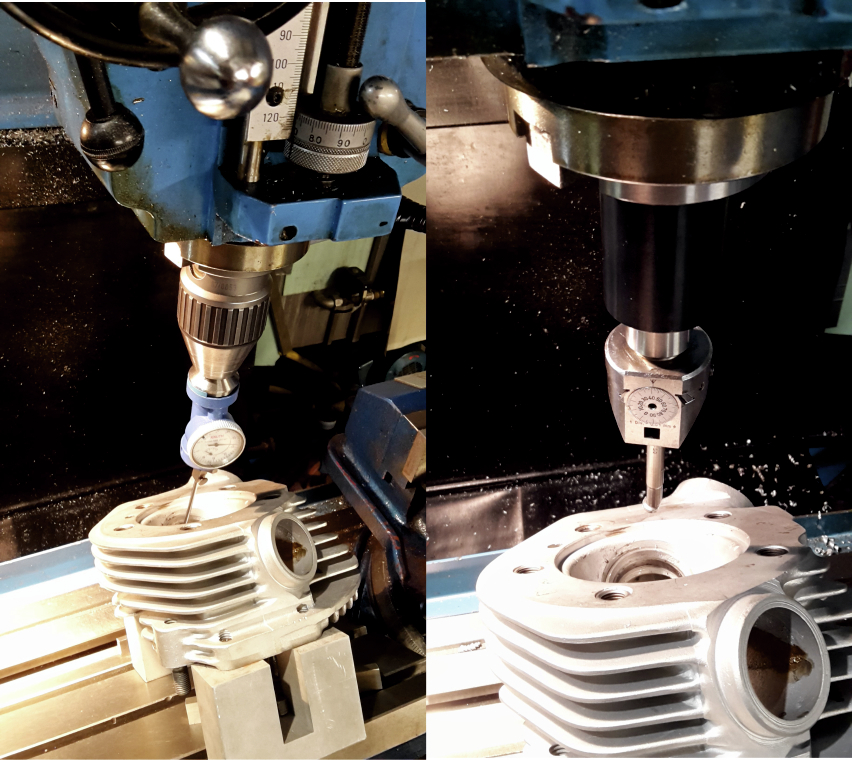
Anschließend wird auf der Fräsmaschine der Zylinderkopf exakt im Winkel gespannt und das Zentrum der neuen Führungsbohrung eingemessen. Danach wird mit dem Innenausdrehkopf die neue Grundbohrung exakt gespindelt.
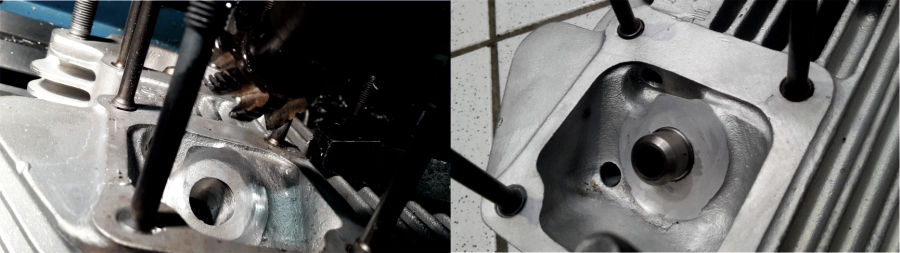
Im linken Bild zu sehen: die Grundbohrung ist hergestellt, die Auflagefläche der Venmtilfeder wird überfräst. Nachdem die neue Ventilführung angefertigt wurde, wird diese in den Kopf eingeschrumpft.

Nach dieser Reparatur sitzt die Ventilführung absolut fest. Nach dem Fräsen der Ventilsitze, dem Planfräsen der Dichtfläche und dem maschinellen Schleifen der Ventile sind die Zylinderköpfe wieder in neuwertigem Zustand und uneingeschränkt verwendbar.
ABP-Racing
Ralf Welzmüller e.K.
Breitwasenring 32
72135 Dettenhausen
info@abp-racing.de