
Reparaturablauf am Beispiel eines Vierzylinder-PKW-Zylinderkopfes
Anhand dieses Peugeot Vierzylinder Diesel 16 Ventil Zylinderkopfes möchten wir Ihnen ein Beispiel einer Zylinderkopfreparatur geben.
Der Zylinderkopf hat eine Laufleistung von 120000 Km. Laut anliefernder Kfz-Werkstatt klagte der Kunde seit Längerem über Startschwierigkeiten und Leistungsverlust. Die Demontage des Zylinderkopfes erfolgte letztendlich aufgrund defekter Zylinderkopfdichtung. Direkt bei Anlieferung wurden die Ventilsitze per Unterdruck auf Dichtheit geprüft, dabei wurde Druckverlust festgestellt.
Die Vorgehensweise der Reparatur im Einzelnen:

Der Zylinderkopf zeigt sich bei Anlieferung stark verölt, Ventile und Ventilsitze weisen massive Ölkohleablagerungen auf.

Der Zylinderkopf wird nun zerlegt und vorgereinigt.

Nach der Vorreinigung werden Ölkohleablagerungen und Korrosion am Kopf und an den Ventilen durch Glasperlstrahlen entfernt. Die in diesem Zylinderkopf verbauten Drosselklappen mit Welle werden separat im Ultraschallbad gereinigt.

Nach dem Glasperlstrahlen ist es zwingend erforderlich, den Zylinderkopf sorgfältigst zu reinigen. Dies geschieht umweltfreundlich in einem speziellen Reinigungsgerät, wo mittels 70°C heißem 100bar Hochdruck-Heißwasserstrahl sämtliche Bohrungen / Kanäle gründlich ausgewaschen werden. Abschließend werden alle Bohrungen mit Druckluft ausgeblasen.

Nach der Reinigung werden sämtliche Bauteile exakt vermessen und sorgfältig geprüft. Nur Bauteile, welche aus Sicht der Masshaltigkeit dem Neuteil entspechen werden anschließend weiterverwendet.

Die Ventile werden nach dem Glasperlstrahlen und der anschließende
Reinigung am Schaft vermessen, der Teller auf Schlag / Rundlauf geprüft.

Fällt diese Vorprüfung positiv aus, wird der Ventilkegel anschließend maschinell neu geschliffen. Aus technischer Sicht ist dieses Ventil mit dem Neuteil gleichzusetzen.

Die Ventilführungen werden mittels Grenzlehrdorn / Innenmikrometer geprüft / vermessen. Nur absolut masshaltige Führungen werden im Kopf belassen, defekte / verschlissene Führungen werden ausgetauscht.

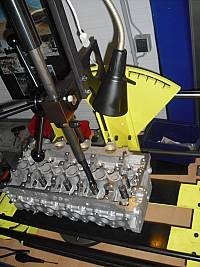
Anschließend werden die Ventilsitze maschinell auf dem Ventilsitzbearbeitungs- zentrum gefäst. Die hier erreichte Präzision liegt häufig über dem Serienstand neu gefertigter Zylinderköpfe.

Anschließend wird die Dichtigkeit der Ventilsitz / Ventilkombination mit dem Unterdruckprüfgerät kontrolliert. Bei korrekt bearbeiteten Teilen wird nur durch das Eigengewicht des eingeschobenen Ventils bereits eine 100%ige Abdichtung erzielt.

Nun wird der verzogene Zylinderkopf auf der Planfräsmaschine bearbeitet. Meist genügen wenige 1/100 mm Materialabtrag, um wieder eine verzugsfreie unbeschädigte Dichtfläche zu erzielen. Dadurch findet keine nennenswerte Verdichtungsänderung statt.
Danach werden alle Teile zusammen mit neuen Ventilschaftdichtungen montiert.
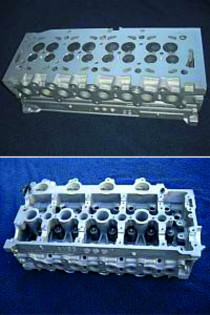
Der Zylinderkopf zeigt sich technisch und optisch im Neuzustand und erreicht ohne Einschränkung die gleiche Laufleistung wie ein Neuteil.
Die hier entstandenen Reparaturkosten
belaufen sich nur
auf ca. ein Viertel des Neuteils!!!
ABP-Racing
Ralf Welzmüller e.K.
Breitwasenring 32
72135 Dettenhausen
info@abp-racing.de