
Einsatz-Reparaturverfahren
Bei einigen Beschädigungen, überwiegend im äußeren Bereich kann es sinnvoller sein, diese durch speziell angefertigte Reparatur-Einsätze instandzusetzen anstatt sie zu schweißen.
Besonders bei größeren Ausbrüchen oder bei tief liegenden defekten Gewinden eignet sich dieses
Reparaturverfahren.
Auch werden aufgrund der nicht erforderlichen Erwärmung - anders als beim Schweißen - keinerlei temperaturbedingte Nacharbeiten erforderlich.
Wichtig ist hierbei, dass der angefertigte Einsatz und der Grundwerkstoff im Hinblick auf die Wärmeausdehnung gleich ist.
Die Einsätze werden dabei sehr passgenau angefertigt, mit entsprechenden speziellen hochfesten und sehr temperaturbeständigen Dicht- / Klebstoffen eingesetzt und zusätzlich verschraubt oder verstiftet.
Die Stoßflächen werden vor der Montage des Einsatzes durch feines Glasperlstrahlen gleichmäßig aufgerauht, so dass eine 100%ige Verzahnung der Dichtmittel mit dem Werkstück erfolgt.
Die Reparatur ist sowohl bei Aluminium- als auch bei Stahlguss-Zylinderköpfen möglich.

Dieser Stahlguss-Zylinderkopf eines Mercedes-Benz Landmaschinenmotors wurde beim Abbau durch den Mechaniker beschädigt. Ein großflächiger Ausbruch, welcher sich auch aufgrund der besonderen Kontur zum Steuerkettenschacht nicht durch eine Reparaturschweißung instandsetzen lässt, muss verchlossen werden.

Der Zylinderkopf wird auf der Bettfräsmaschine aufgespannt. Die beschädigte Stelle wird präzise herausgefräst. Ein speziell angefertigtes Stahlteil wird passend zum Ausschnitt hergestellt. Durch exakte Gewindebefestigungslöcher kann dieses anschließend formschlüssig befestigt werden.
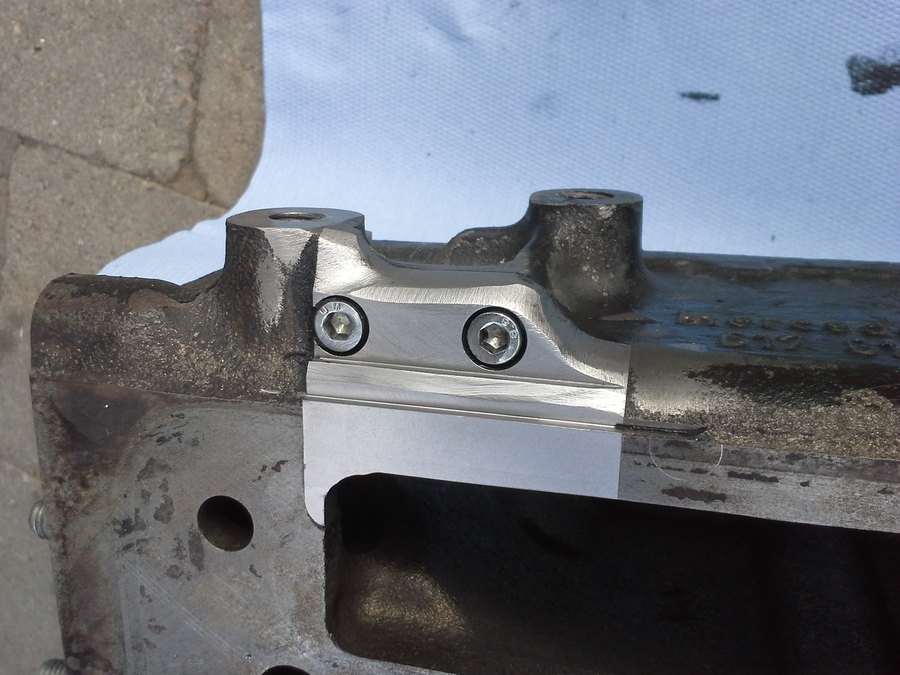
Nachdem die Auflageflächen glasperlgestrahlt wurden, wird die spezielle Klebedichtmasse beidseitig dünn aufgetragen.
Anschließend wir der Einsatz absolut spaltfrei montiert.

Nach der Versiegelung mit Motorschutzlack und dem Planfräsen der Dichtfläche ist von der ursprünglichen großen Beschädigung nichts mehr zu sehen.
Der Einsatz sitzt nahtlos und fest im Zylinderkopf.
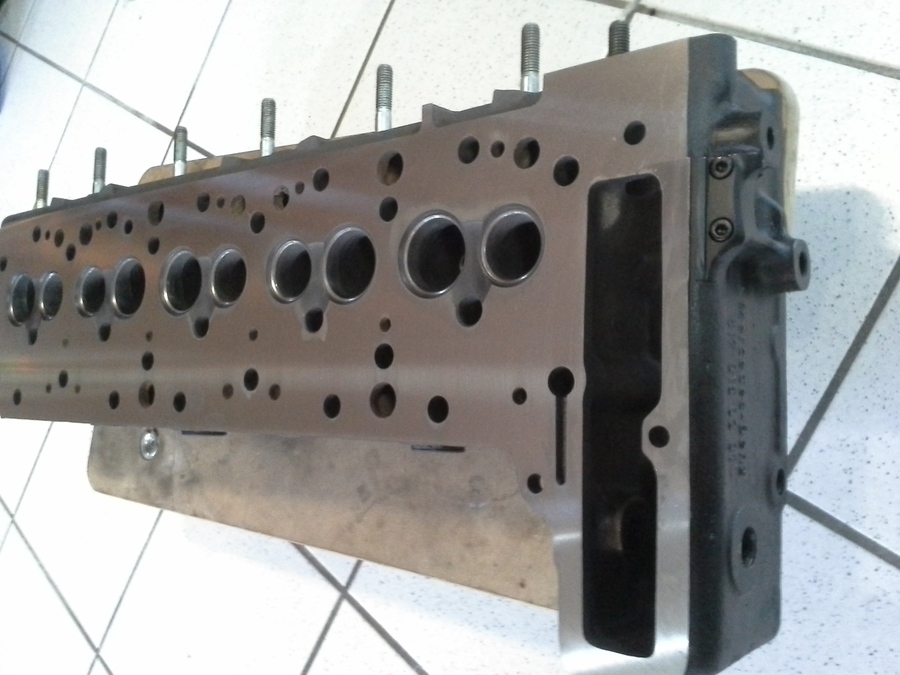
Der Zylinderkopf ist wieder uneingeschränkt verwendbar.
(Bilder durch Anklicken vergrößern)

Bei diesem Mercedes-Benz 220 CDI Zylinderkopf wurde das tief sitzende Injektor-Befestigungsgewinde beschädigt. Beim Versuch der Werkstatt, die tief sitzende abgerissene Injektorschraube auszubohren, wurde hier schräg in den Wasserkanal gebohrt.
Die Instandsetzung ist problemlos und kostengünstig möglich.
Der kpl. Injektorbolzen wird präzise herausgefräst und ein M14-Innen-Feingewinde in das dabei entstehende Loch geschnitten. Anschließend wird ein spezieller Einsatz hergestellt. Dabei wird ein
Aluminiumbolzen gedreht, welcher das ursprüngliche 45mm tief sitzende Injektor-Befestigungsgewinde sowie das darüber befindliche Sackloch aufweist. Anschließend wird auf diesen Bolzen ein
M14-Außen-Feingwinde geschnitten.
Nun wird der angefertigte Bolzen mit eine speziellen Klebedichtmasse flächenbündig in den Zylinderkopf gedreht.
Der beschädigte Zylinderkopf ist weider uneingeschränkt verwendbar.

Arbeitsumfang:
- Zylinderkopf zerlegen, reinigen
- Ventile ausbauen
- Injektorgewinde maschinell ausfräsen
- Einsatz herstellen (Drehteil)
- Einsatz einbauen
- Zylinderkopf planfräsen
- Montage der Ventile
ABP-Racing
Ralf Welzmüller e.K.
Breitwasenring 32
72135 Dettenhausen
info@abp-racing.de