
Kopfarbeit - leistungssteigernde Zylinderkopfbearbeitung by ABP
Ganz egal ob Motorschaden oder Leistungssteigerung - Wir bieten Kompetenz und Zuverlässigkeit!

Die Leistungen über eine entsprechende strömungsoptimierende Bearbeitung des Zylinderkopfs zu erhöhen gehört sicher zu den besten Möglichkeiten der Leistungssteigerung.
Dies hat mehrere Gründe:
- Die Leistung steigt über den gesamten Drehzahlbereich!
- Durch entsprechendes bearbeiten der Auslass-Seite kann die thermische Belastung des Motors gesenkt werden!
- Die Leistungssteigerung ist auch vom Fachmann äußerlich nicht zu erkennen!
- Abgas- und Geräuschwerte ändern sich nicht!
Der Zylinderkopf entspricht durch Bearbeiten der Ventilsitze, Ventile, Dichtflächen etc. wieder dem Neuzustand, alle dem Verschleiß unterliegenden Bauteile werden neu aufgearbeitet.
Um durch Zylinderkopfbearbeitungen eine Mehrleistung zu erreichen, genügt es auf keinen Fall für möglichst glatte Kanäle zu sorgen. Der Glaube versetzt bekanntlich Berge, aber spätestens bei einer
Messung auf der Flow-Bench oder dem Leistungsprüfstand wird die Nutzlosigkeit dieser Arbeit sichtbar.
Wenn wirklich eine deutliche Mehrleistung gewünscht wird, sind grundlegende Dinge zu beachten.
Nur durch die direkte Messung des Luftdurchsatzes mit der Flow-Bench kann der Zylinderkopf maximal bearbeitet werden - Leistung wird damit
nicht zum Zufall!
Bei der Zylinderkopfbearbeitung sind wir die NUMMER EINS !
Über 25 Jahre Erfahrung und ein topmoderner Maschinenpark,
unter anderem mit eigener Flow-Bench und Leistungsprüfstand
unterscheiden uns deutlich von der Konkurrenz.
1. Kanalform
Häufig sind die Kanäle vor allem im Bereich um den Ventilsitz herum zu klein dimensioniert, oder deren Form führt zu unerwünschten Verwirbelungen. Hier gilt es, den Zylinderkopf auf einer
Strömungsbank (Flowbench) zu messen, und die Kanalform- und Größe zu optimieren. Dabei muß sehr sorgfältig vorgegangen werden, da durch zu starkes Aufweiten auch eine Strömungsverschlechterung
eintreten kann! Dank unserer Flow-Bench können wir die Effektivität der Kanalbearbeitung direkt messen.




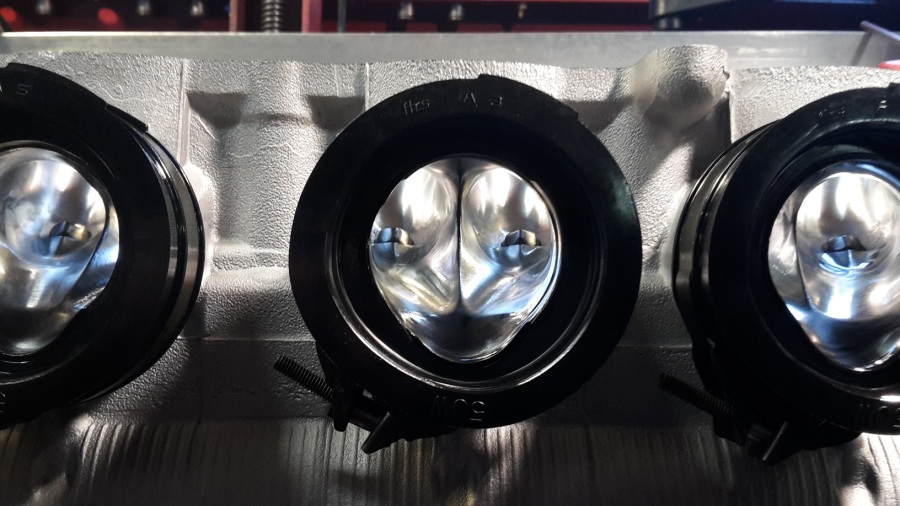
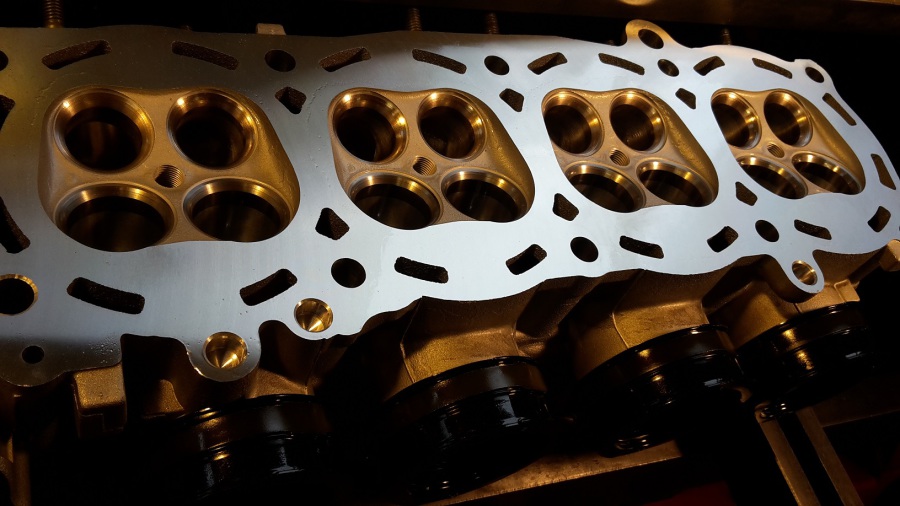
Maschinelles Aufspindeln des Einlasskanals in mehreren Stufen auf den gewünschten größeren Einlassdurchmesser.


Die Ventilsitze werden nun ebenfalls auf einen größereren Durchmesser vorgefräst. Anschließend erfolgt manuell mittels Fräs- und Schleifstiften die Bearbeitung der Kanäle.


Links der ursprüngliche Kanal, mittig und rechts der fertig bearbeitete Aus- bzw. Einlasskanal.
Je nach Zylinderkopf, Art und Umfang der Bearbeitung sind bis zu 20% mehr Gasdurchsatz möglich.
2. Ventilsitze
Hierbei ist darauf zu achten, daß der eigentliche Sitz des Ventils so schmal wie möglich, und so weit wie möglich nach außen gefräst wird. Dies wird durch die Änderung der Korrekturwinkel des Sitzes erreicht. Dadurch wird vor allem schon während dem Öffnen des Ventils ein möglichst großer Öffnungsquerschnitt erzielt.


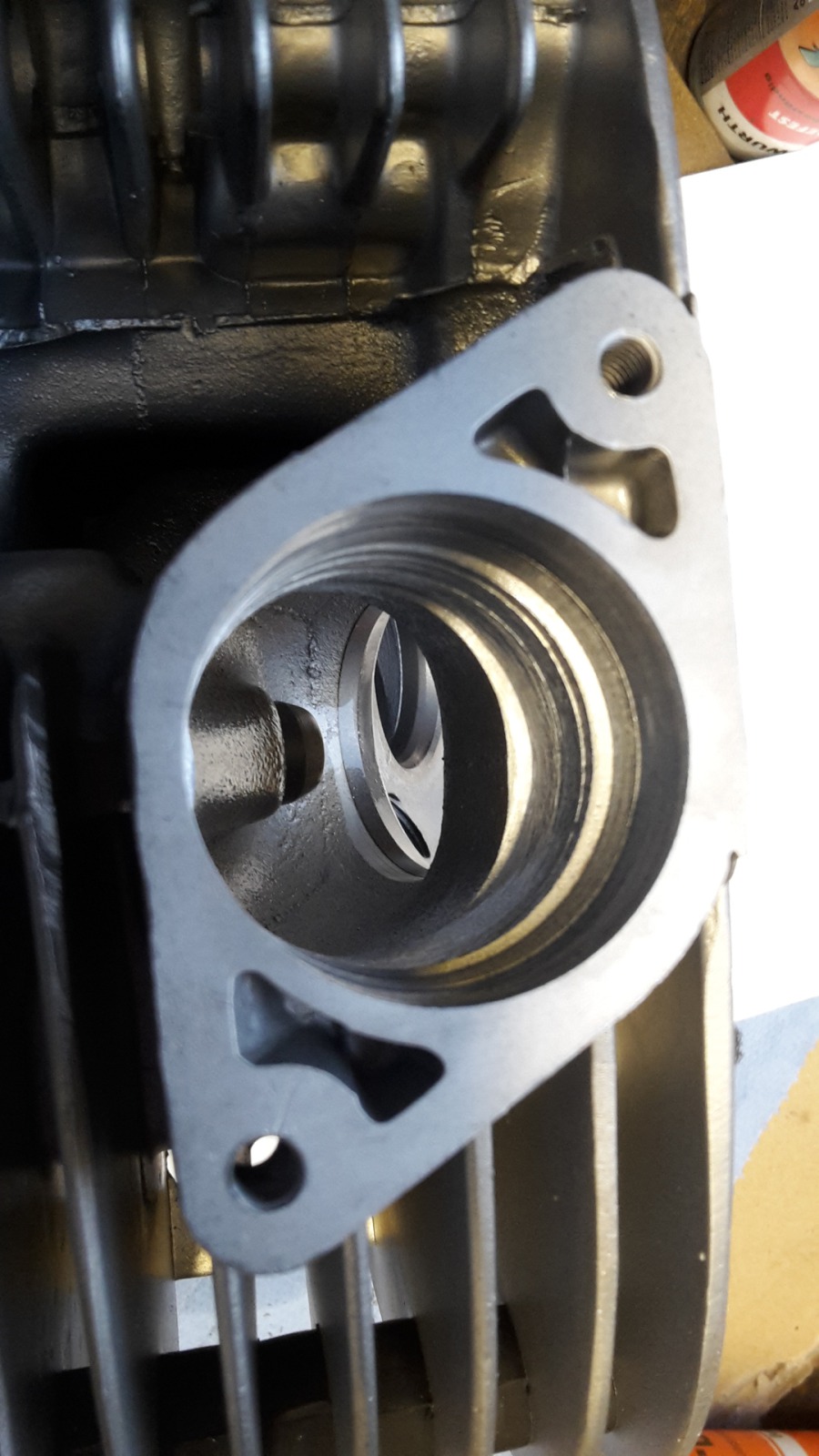
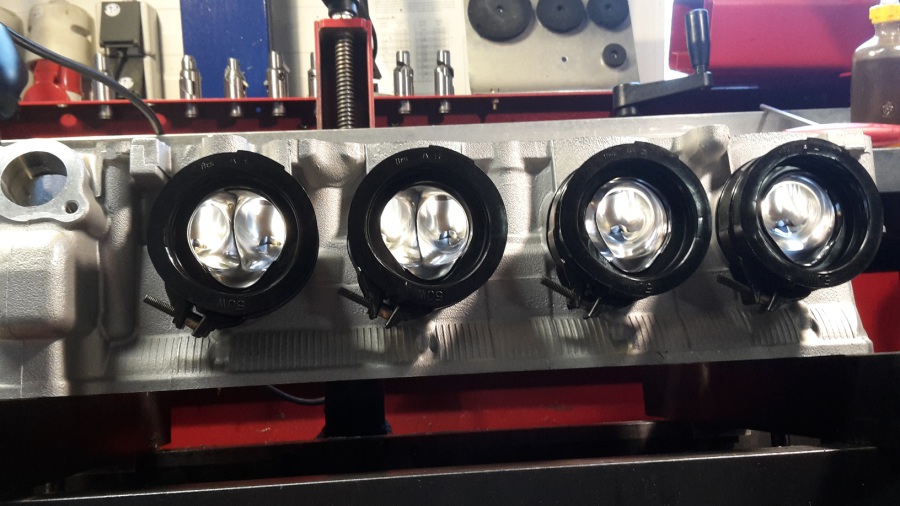
Die Ventilsitze dieses BMW 2002 Ti-Zylinderkopfes erhalten nach der Kanalbearbeitung
auf dem MIRA-Ventilsitz-bearbeitungszentrum die richtige Form
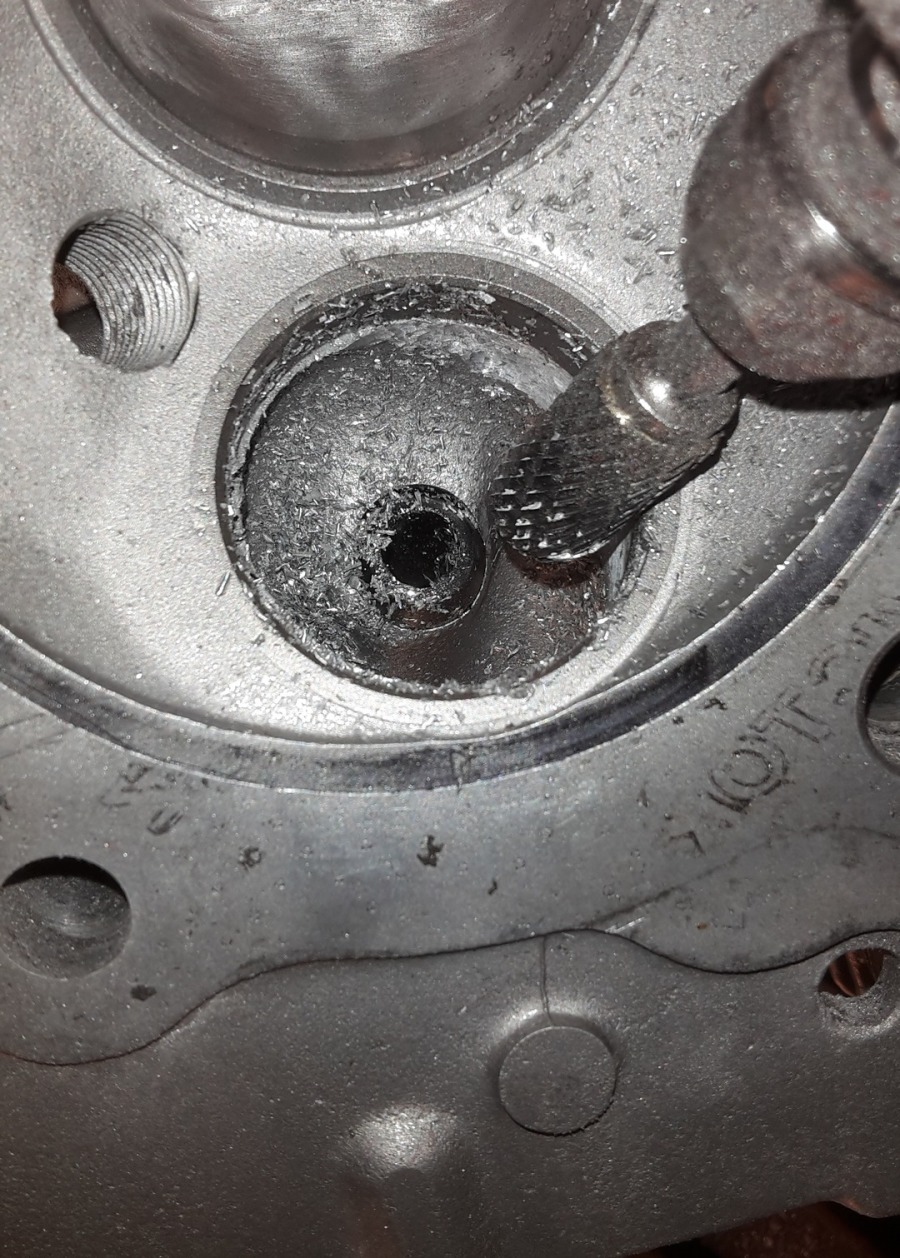
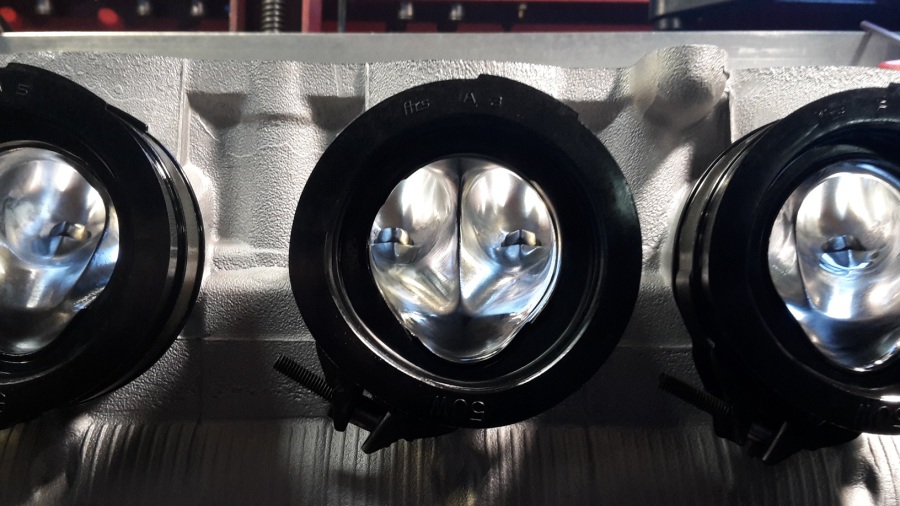
 Prüfen der Dichtheit der gefrästen Ventilsitze mit dem Unterdruckprüfgerät
Prüfen der Dichtheit der gefrästen Ventilsitze mit dem Unterdruckprüfgerät
Bei richtiger Durchführung dieser Arbeiten wird hierdurch ein sehr großer Anteil der durch die Kopfbearbeitung möglichen Mehrleistung erreicht. Wir verwenden für diese Arbeiten ausschließlich ein Mira-Ventilsitzbearbeitungszentrum. Dadurch wird maximale Präzision gewährleistet.
3. Ventile

Häufig ist es aus Platzgründen nicht- oder nur sehr schwer möglich, größere Ventile zu verwenden. Dann müssen die serienmäßigen Ventile durch überdrehen oder schleifen in der Form geändert werden. Dabei ist zu beachten, daß die Einlassventile so schlank wie möglich bearbeitet werden. Die Auslassventile erhalten an ihrer Unterseite Radien, welche das bessere Ausströmen ermöglichen. Die Ventile werden nach Ihrer Bearbeitung neu geschliffen und poliert.
 Schleifen der Ventile auf der Kwik-Way Ventilschleifmaschine
Schleifen der Ventile auf der Kwik-Way Ventilschleifmaschine
Zur optimalen Bearbeitung der Ventile steht uns ein Kwik-Way Ventilschleifgerät zur Verfügung. Durch die Kugelspannung dieses Gerätes wird höchste Genauigkeit erzielt.
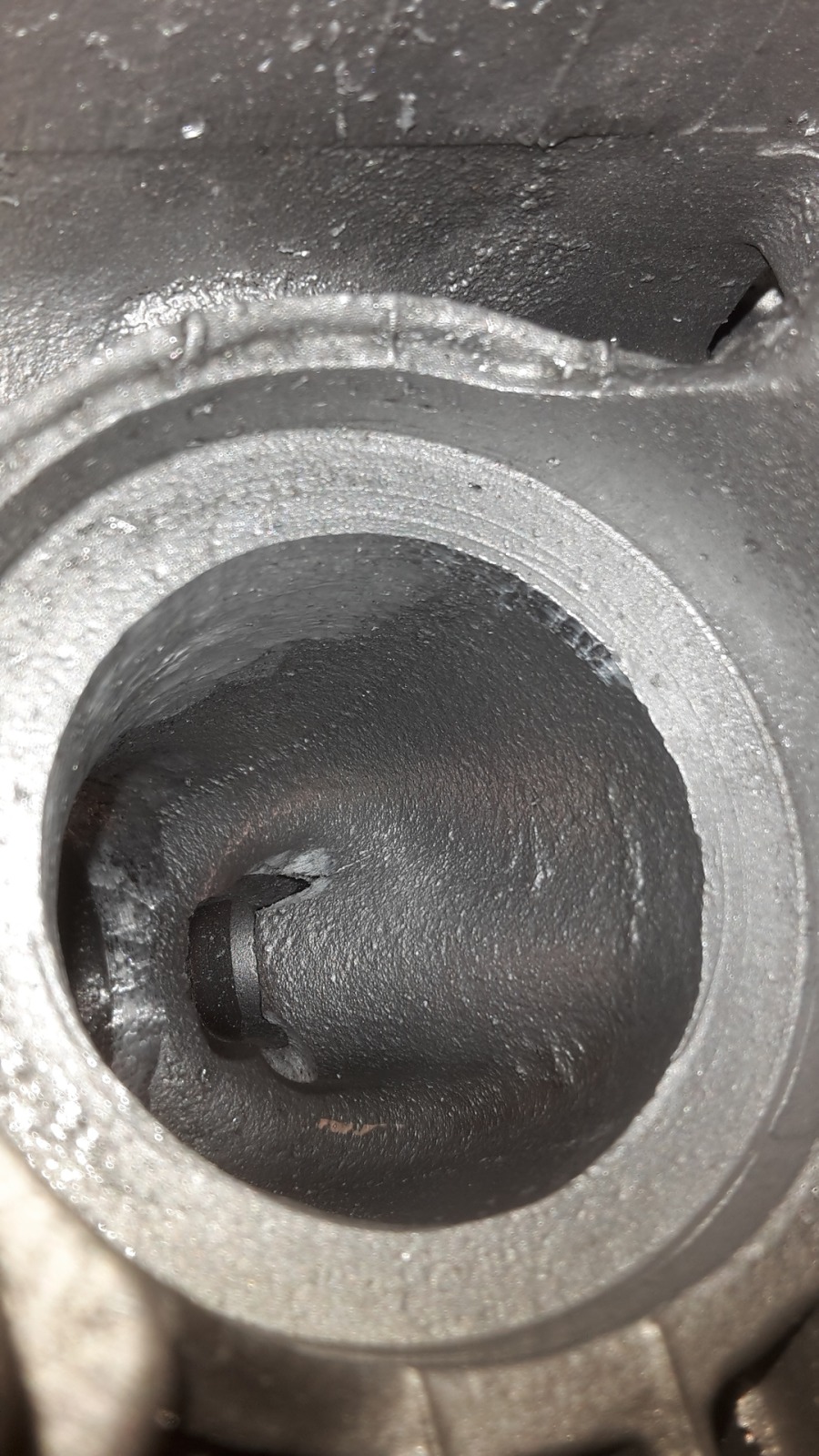
4. Brennraum
Zunächst wird der Brennraum zu Entfernung von Ölkohlerückständen glasperlgestrahlt. Der Brennraum muß vor allem im Bereich um die Ventile genügend Platz aufweisen um schnelles Ein- und Ausströmen zu ermöglichen. Dieses ist bei den meisten Zylinderköpfen nicht, oder nur bedingt der Fall. Auch sollten die Quetschkanten so in ihren Radien bearbeitet werden, daß unerwünschte Wirbel vermieden werden. Falls Material im Bereich um das Ventil entfernt wird, ist die daraus erfolgte Verdichtungsreduzierung durch Abfräsen der Dichtfläche zu kompensieren



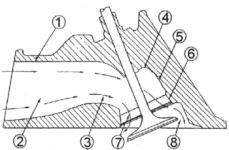
Darstellung der Strömungsverluste im Kanal in %
1 Einschnürung im vorderen Bereich 2%
2 Einschnürung im hinteren Bereich 2%
3 Biegung im Bereich der Führung 11%
4 Kanalerweiterung hinter d. Führung 4%
5 Bereich vor dem Sitzring 12%
6 Sitzring (Innendurchmesser) 19%
7 Korrekturwinkel und Ventil 17%
8 Erweiterung des Brennraumes 31%
 Nicht alltäglicher Klassiker: Messung einer im klassischen Rennsport laufenden Norton 750 ccm nach der aufwendigen leistungssteigernden Zylinderkopfbearbeitung auf unserer Messanlage
Nicht alltäglicher Klassiker: Messung einer im klassischen Rennsport laufenden Norton 750 ccm nach der aufwendigen leistungssteigernden Zylinderkopfbearbeitung auf unserer Messanlage
Seit mehr als 25 Jahren liegt uns der Rennsport sehr am Herzen. Zahlreiche Fahrer und Teams im Kart-, Automobil- und insbesondere im Motorradrennsport vertrauen auf unsere leistungssteigernden Zylinderkopfbearbeitungen. Dabei nutzen wir neben unserer Flow-Bench auch die Erfahrungen und Ergebnisse zahlreicher Messungen auf unserem modernen hauseigenen Leistungsprüfstand. Die Ergebnisse daraus fließen in unsere Bearbeitungen ein. Profitieren Sie von unserem Know-How !
ABP-Racing
Ralf Welzmüller e.K.
Breitwasenring 32
72135 Dettenhausen
info@abp-racing.de