
Marine-Zylinderköpfe

Als begeisterte Motorbootfahrer ist es für uns eine Selbstverständlichkeit, sich mit den Besonderheiten von Bootsmotoren auseinander zu setzen. Hier können wir unser umfangreiches Wissen über
Zylinderkopfinstandsetzungen und eine über 20-jährige Motorboot-Passion perfekt verbinden.
Nutzen Sie bei der Reparatur Ihres Bootszylinderkopfs unser Know-How.
Die Problematik bei Bootsmotoren ist der ständige Kontakt mit Wasser.
Insbesondere bei Einkreiskühlsystemen, bei denen das Fahrwasser von der Seewasserpumpe direkt durch Motorblock und Zylinderkopf gefördert wird, kommt es vor allem bei Salzwasserbetrieb zu massiven
Korrosionsschäden.
Aber auch bei Zweikreiskühlungen besteht Korrosionsgefahr.
Nach dem Abstellen des Motors verbleibt immer eine geringe Menge Restwasser im doppelwandigen, wassergekühlten Abgassammler. Dieser heiße Wasserdampf gelangt nach dem Motorstop durch
offen stehende Auslassventile ungehindert an Zylinderwandung, Ventile, Kolben, Kolbenringe, Zylinderkopfdichtung etc.
Dies kann insbsondere bei längeren Standzeiten ebenfalls zu gravierenden Korrosionsschäden führen. Da in Motoren Bauteile / Metalle unterschiedlicher Leitfähigkeit wie z.B.
Aluminium-Zylinderköpfe, Bronze-Ventilführungen, Stahlverschraubungen, etc. zum Einsatz kommen, führt dies zusammen mit dem Medium Wasser zu elektrochemischer Korrosion.
Auch ist zu berücksichtigen, dass Bootsmotoren häufig innen Beschichtungen aufweisen. Diese sind im Falle der Instandsetzung wieder herzustellen. Auch die Werkstoffwahl bei der Instandsetzung (z.B. die Wahl der Ventilführungen) muss auf die besonderen Einsatzbedingungen abgestimmt sein.
Ganz gleich, ob Innen- oder Außenborder, Benzin- oder Dieselantrieb, Revision oder Leistungssteigerung, wir sind der richtige Ansprechpartner bei Fragen rund um den Boots-Zylinderkopf.
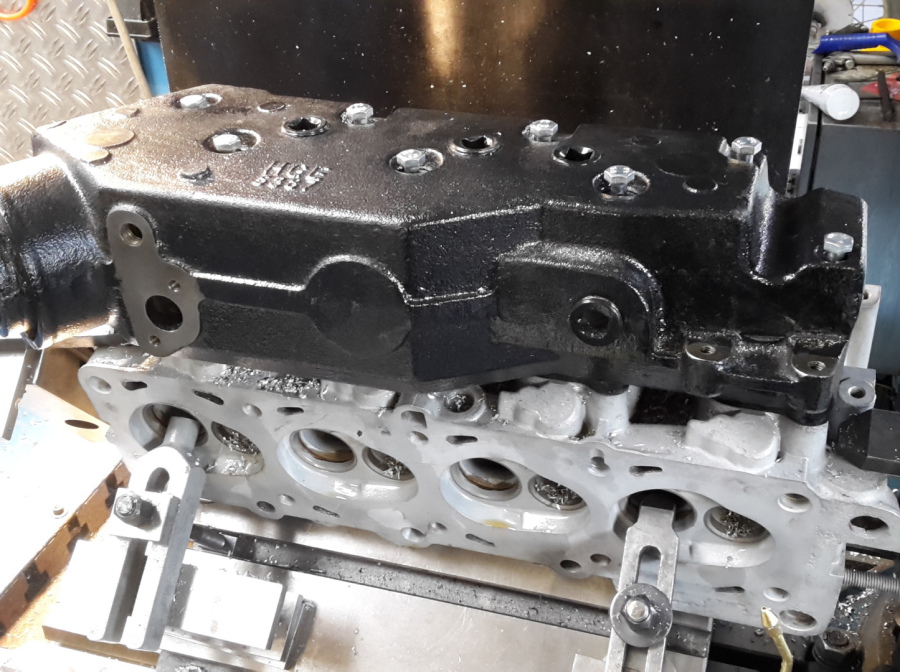
Anhand dieses Volvo-Penta-Zylinderkopfs zeigen wir Ihnen, wie auch massive Beschädigungen problemlos durch uns instand gesetzt werden können.
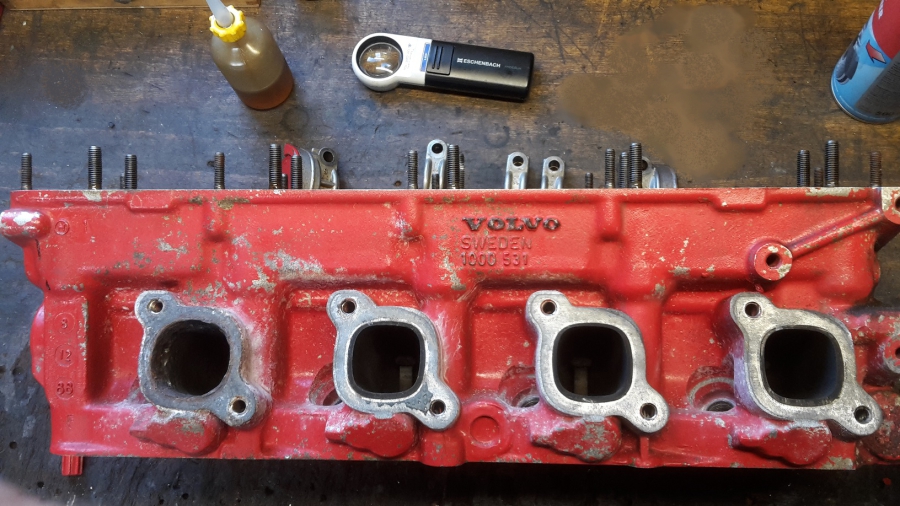

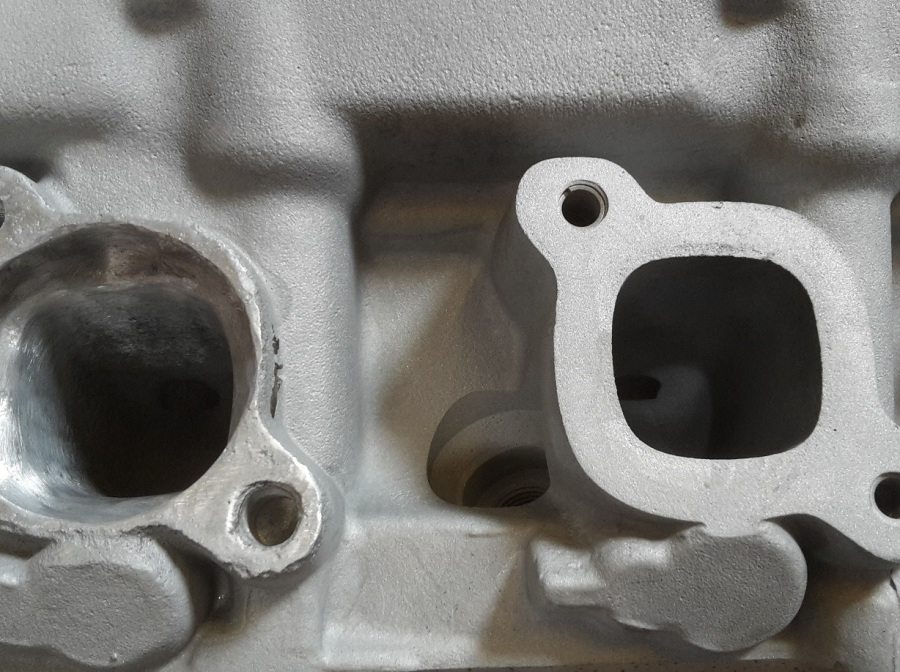
Der linke Auslasskanal weist massive Korrosion auf. Er konnte in diesem Fall nicht mehr zum Auspuffkrümmer hin abdichten, Abgas trat seitlich aus. Bei einer früheren Reparatur wurde in diesen Auslasskanal von einer Bootswerkstatt ein Stahlring in den Flansch eingesetzt. Dies sorgte jedoch nur kurzzeitig für Erfolg. Durch Salzwasserbetrieb verursachte dieser Stahlring durch die entstehende elektrochemische Korrosion massivsten Lochfras. Der Flansch zum Abgaskrümmer hin war nur noch in Fragmenten vorhanden. Da dieser Zylinderkopf neu nicht mehr verfügbar ist, war eine fachgerechte Reparatur nun unumgänglich.

Der völlig korrodierte Stahlring wird seitlich angefräst, um ihn entnehmen zu können.

Die Reste der früheren erfolglosen Reparatur, welche letzendlich den ursprünglichen Schaden nur noch verschlimmerten.


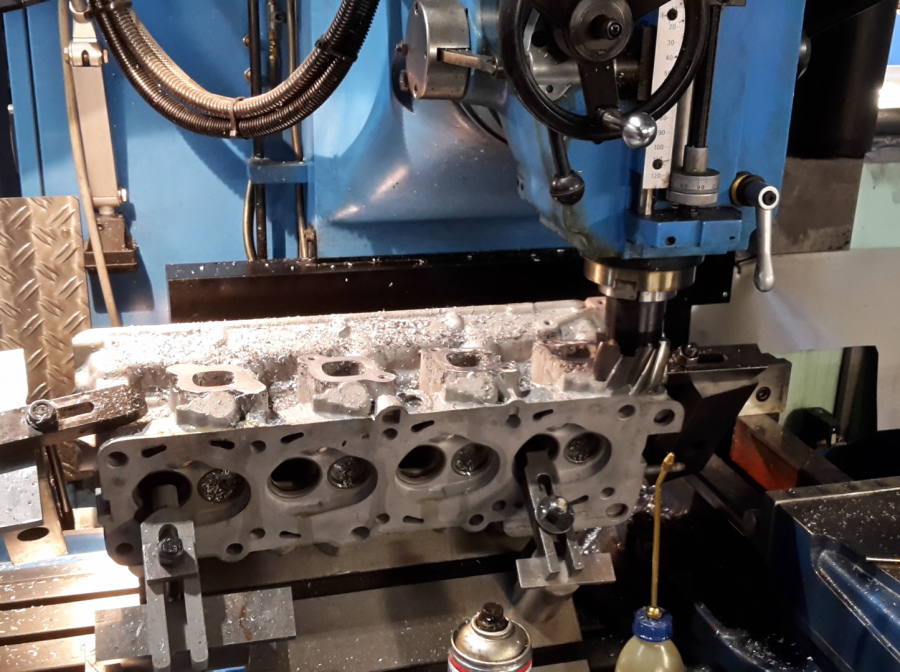
Zunächst wird das poröse korrodierte Material manuell mittels Biax-Druckluft-Fräswerkzeugen entfernt. Dabei ist es soweit abzutragen bis man auf "gesunden" Werkstoff gelangt. Der Zylinderkopf wird anschließend mit Edelkorund gestrahlt, um Lackreste, Oxidation und Verkrustungen zu entfernen.

Der Zylinderkopf ist fertig vorbereitet für den Schweißvorgang. Vor dem Schweißen wird der Zylinderkopf auf ca. 350°C vorgewärmt, um einen einwandfreien Materialübergang zu gewährleisten. Es wird eine hochfeste Schweißlegierung verwendet. Die Festigkeitswerte des aufgeschweißten Materials liegen über dem serienmäßigen Gusswerkstoff. Dadurch wird ein späteres Absacken verhindert.

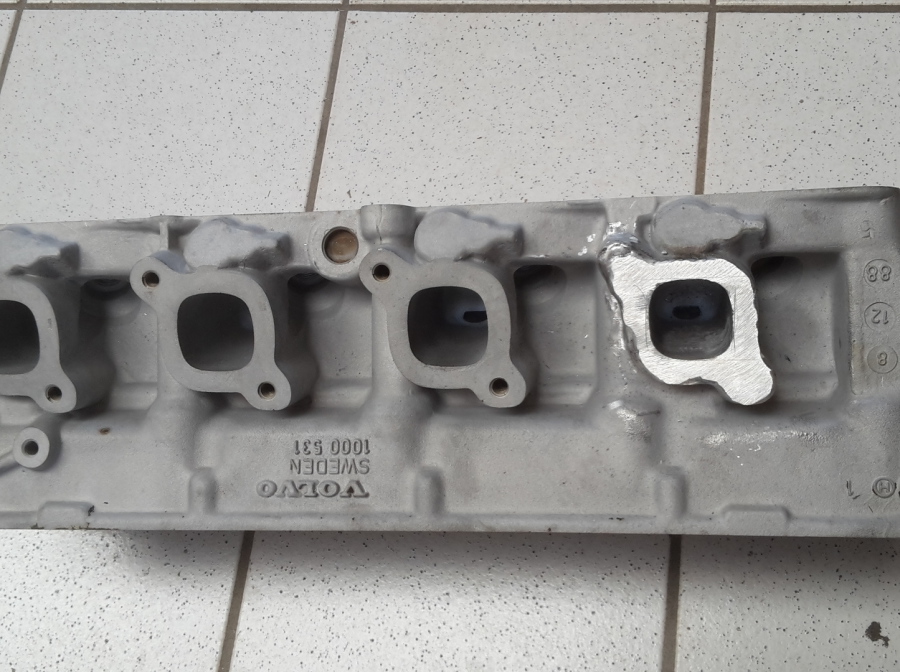
Der Auslasskanal nach dem Schweißen und der vorläufigen Wiederherstellung der Kanalform.
Maschinell erfolgt die Fertigbearbeitung des Kanlas, der Einbau der Befestigungsgewinde und das Planfräsen der Krümmerauflage. Zur Kontrolle wird der Krümmer montiert.

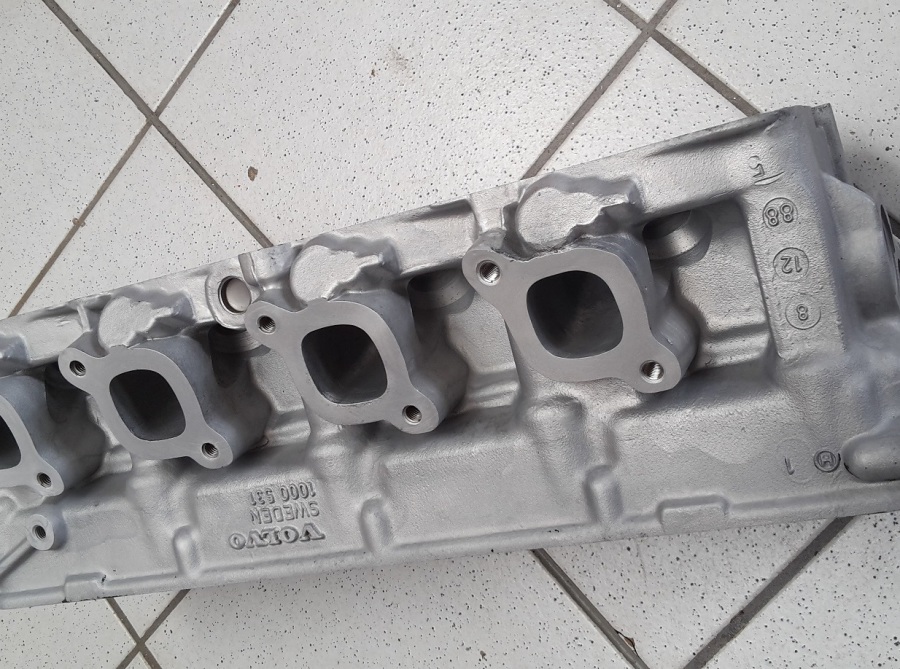
Der fertig bearbeitete Auslasskanal. Vom ursprünglichen Schaden ist nichts mehr zu erkennen. Wegen des hohen Gewichts des doppelwandigen Abgaskrümmers wurden die Gewinde durch vorsorglichen Einbau von Heli-Coil Gewindeeinsätzen verstärkt. Sie haben damit eine deutlich höhere Zugfestigkeit als im Serienzustand.


Nun werden die verschlissenen Ventilsitze maschinell neu gefräst.



Die ebenfalls verschlissenen (eingeschlagenen) Ventile werden glasperlgestrahlt und maschinell an der Sitzfläche geschliffen. Da die Ventilschäfte maßhaltig sind, sind diese Ventile anschließend technisch und optisch neuwertig.

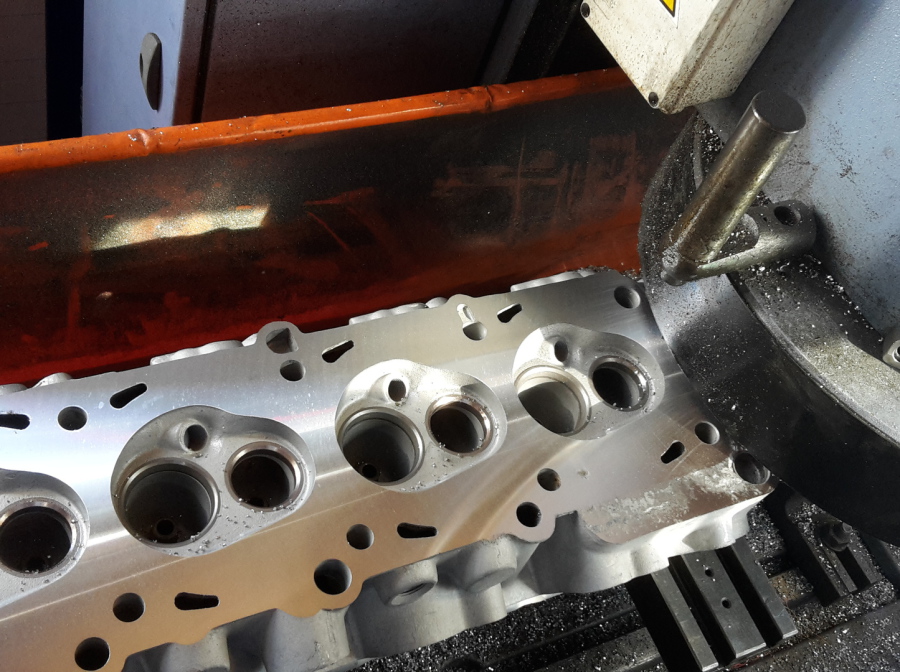
Oben: Die Dichtfläche des Zylinderkopfs wird plangefräst.
Links: Die Ventil- / Sitzkombination wird mittels Unterdruck auf Dichtigkeit geprüft. Maximale und auf allen Zylindern gleiche Kompression ist dadurch gewährleistet. Optimaler Rundlauf und hohe Leistungswerte werden dadurch sichergestellt.
 vorher
vorher
 nachher
nachher
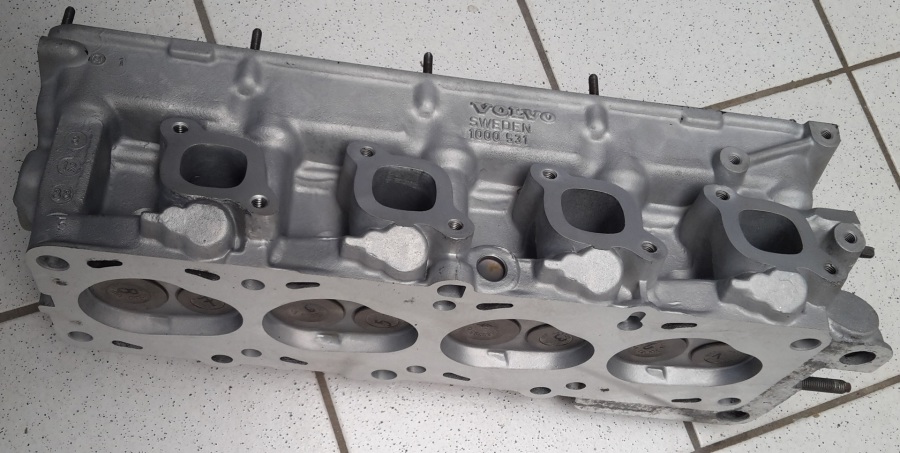
Abschließend wird der Zylinderkopf bei Henkel / Loctite noch vakuumimprägniert. Der Zylinderkopf zeigt sich nach der Bearbeitung technisch und optisch in neuwertigem Zustand und ist wieder uneingeschränkt verwendbar.
ABP-Racing
Ralf Welzmüller e.K.
Breitwasenring 32
72135 Dettenhausen
info@abp-racing.de