
Schweißen von Stahlguss-Zylinderköpfen
Bislang war das Schweißen von Guss-Zylinderköpfen nahezu unmöglich.
Lunkerbildung - bedingt durch das Aufkochen des graphithaltigen Guss-Werkstoffs - sowie
die Bildung erneuter Risse verursacht durch die hohe Wärmeeinwirkung und das problematische Abkühlen der Bauteile verhinderten erfolgversprechende Schweiß-Reparaturen an
Stahlguss-Zylinderköpfen.
Durch modernstes Laser-Schweißverfahren ist die Reparaturschweißung von Stahlguss-Zylinderköpfen nun in den allermeisten Fällen möglich.
Die Risse / beschädigten Bereiche werden dabei nur wenige Millimeter konisch aufgefräst, anschließend mit speziellem Zusatzwerkstoff im Laserschweiß-Verfahren geschlossen.
Der perfekte Einbrand und ein absolut porenfreier Materialauftrag sorgen für höchste Festigkeit und beste Reparaturergebnisse!
Zu den weiteren Vorteilen des sehr präzisen Laserschweißens gehört, dass auch kleinste Bohrungen
ab ca. 6mm Durchmesser sehr tief gehend geschweißt werden können.
Dies wird durch die sehr kleine Bauart des Laser-Schweißkopfes erzielt, die verwendeten Drahtdurchmesser liegen bei nur 0,1 - 0,4mm.
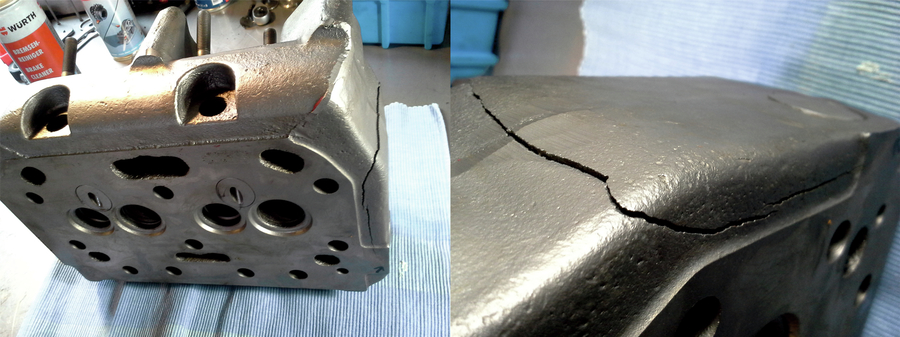
Dieser durch einen Frostschaden geplatzte Stahlguss-Zylinderkopf konnte durch eine Laserschweißung wieder vollständig instandgesetzt werden.

Die Arbeitsschritte der Reparatur im Einzelnen:
- Zerlegen, Vorreinigen
- Glasperlstrahlen zur Entfernung von Korrosion, Lackresten, etc.
- Ultraschallreinigung
- Aufschleifen des gerissenen Bereichs
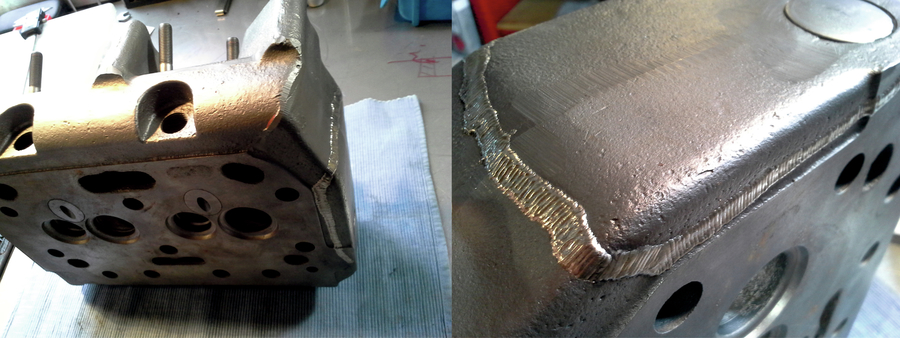
- Laserschweißen
- Fräsen der Ventilitze
- Vakuumimprägnieren
- Abpressen
- Dichtfläche planfräsen
- Glasperlstrahlen und maschinelles Schleifen der Ventile
- Montage aller Komponenten
Der Zylinderkopf ist wieder uneingeschränkt verwendbar.
(Bilder durch Anklicken vergößern)
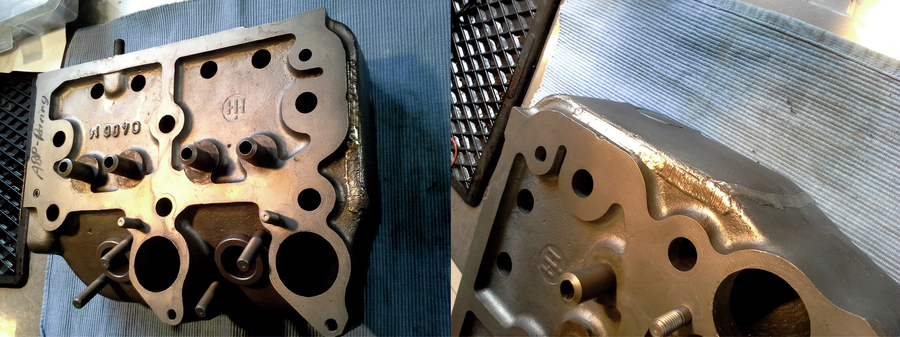
Scania 110 LT Zylinderköpfe

Diese Scania 110 LT-Zylinderköpfe ( Bj.1974 ) waren an 17 Stellen gerissen, zwei der Risse gingen durch bis in die Wassertasche. Alle Auslass-Ventilsitzringe sind gebrochen.
Die Ventilführungen sind aufgrund früheren Ersatzes maßhaltig.
Da weltweit kein unbeschädigter Ersatz beschafft werden konnte hat sich der Auftraggeber für die sehr aufwändige Reparatur dieser Oldtimer-Zylinderköpfe entschieden.
Nach dem Zerlegen sowie der anschließenden Reinigung wurden die Köpfe zunächst mit 7bar abgepresst,
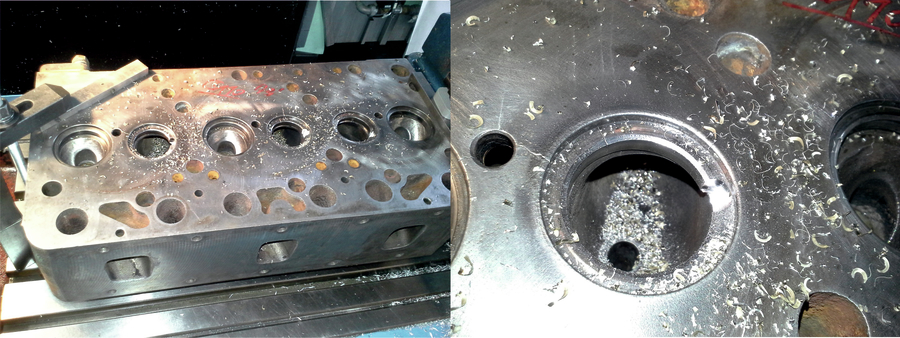
um festzustellen an welchen Stellen die Risse zum Wasserkanal hin offen sind.
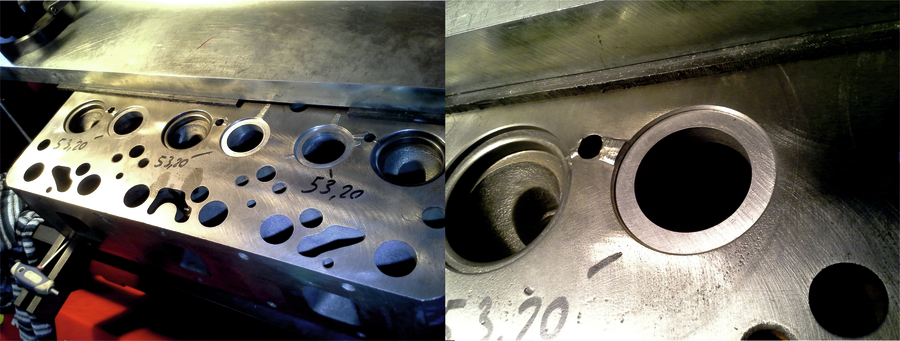
Die gebrochenen Auslass-Ventilsitzringe werden einseitig eingefräst und herausgenommen.

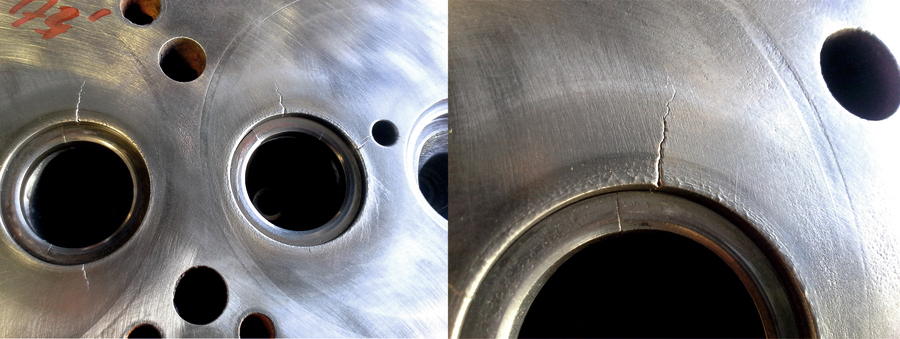
Gut sichtbar ist hier einer der Risse, welcher von der Dichtfläche bis ca. 2cm in den Auslasskanal verläuft.
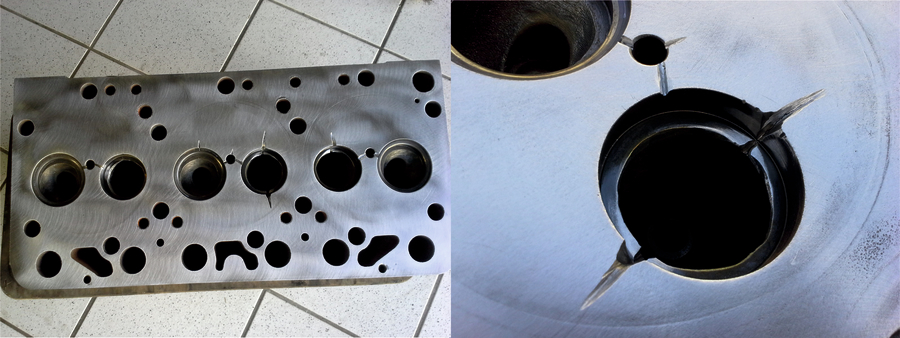
Die 17 gerissenen Stellen werden konisch aufgeschliffen, um einen höheren Einbrand zu erzielen.
Im Laserschweißverfahren werden die Risse nun gefüllt.

Durch die Verwendung einer besonderen Nickelhaltigen zähelastischen Schweißlegierung wird die Rissbildung im Randbereich beim Erkalten - anders als im Wig-Verfahren mit Gusselektroden - verhindert !
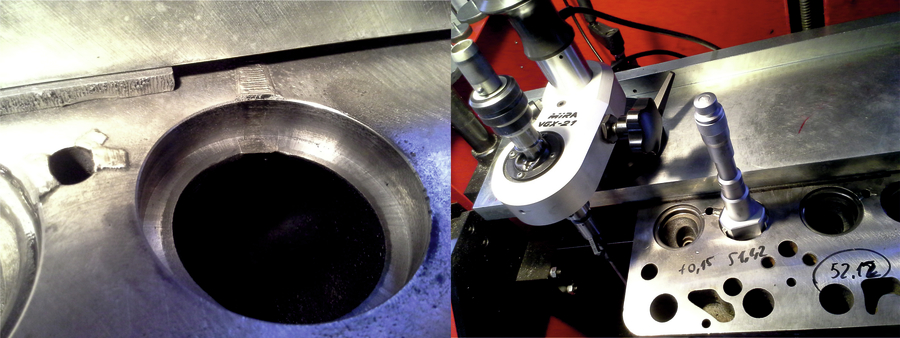
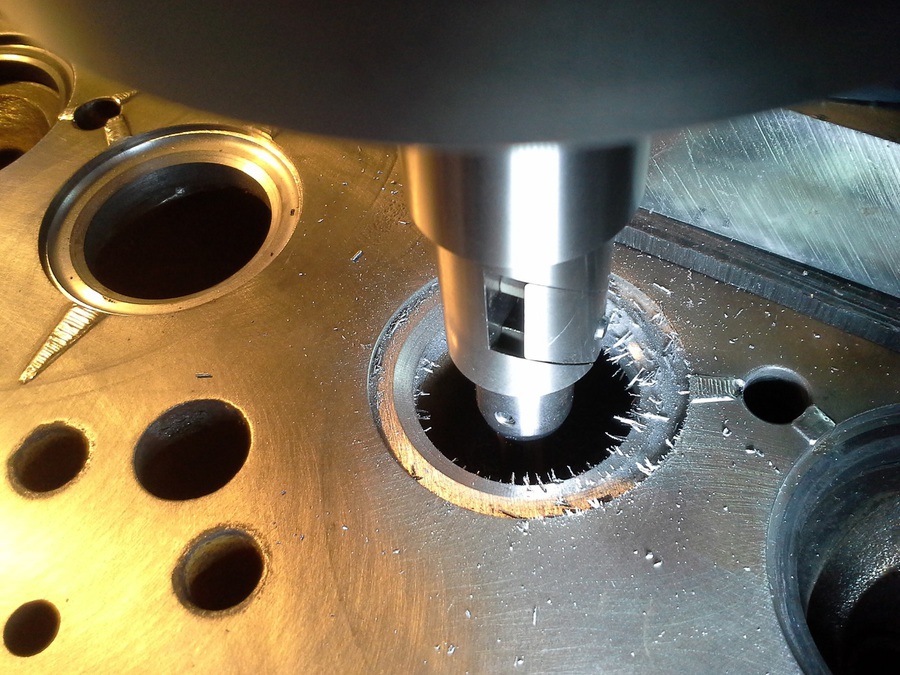
Die Grundbohrungen der speziell angefertigten Übermaß-Sitzringe werden exakt gefräst.
Hier ist unbedingt die erforderliche Überdeckung zu beachten.
Exaktes Messen und präzises Fräsen, bzw. drehen der Sitze ist erforderlich !
Der angefertigte Sitz-Rohling ist eingebaut. Hierzu werden die Köpfe erwärmt, der Sitz in Trockeneis gekühlt und eingeschrumpft.
Der Sitz erhält auf dem Ventilsitzbearbeitungs-Zentrum seine endgültige Form.

Nach dem Fräsen der Sitze werden diese Zylinderköpfe vakuumimprägniert (System Loctite / Henkel).
Mit diesem Verfahren werden heutzutage auch Großserien-Gussteile behandelt.
Hierbei werden die Köpfe unter Vakuum im heissen flüssigen Spezialkunsstoff versiegelt.
Feinste Haarrisse, Lunker etc. werden hierdurch dauerhaft verschlossen.
Überschüssiger Kunststoff wird kpl. ausgewaschen, die Versiegelung ist dadurch nicht direkt sichtbar. Anschließend werden die Zylinderköpfe plangefräst.

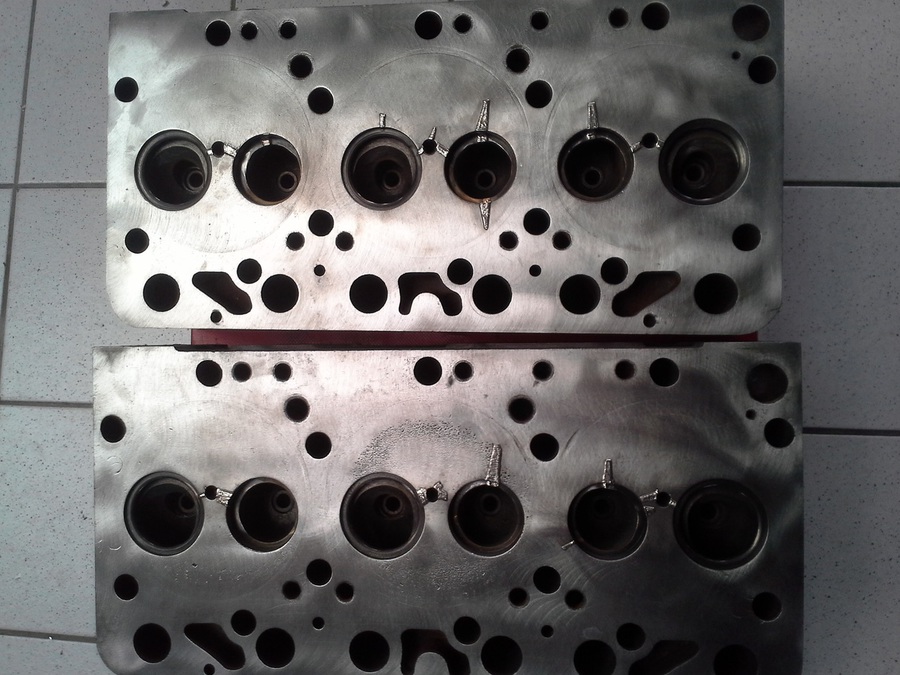
Der fertiggestellte Zylinderkopf vor dem Einbau der Ventile.

Die Ventile nach der Überarbeitung:
Nach dem Glasperlstrahlen und der Reinigung werden die Schäfte poliert, die Sitzflächen maschinell geschliffen und die eingeschlagenen Schaftenden plangeschliffen.
Die Ventile sind dadurch wieder uneingeschränkt verwendbar.

Das fertige Ergebnis:
Nach dem erneuten Abpressen und der Unterdruckprüfung der Ventil / Sitzkombination erfolgt die Endmontage.
Von den Beschädigungen sind nur noch leichte Verfärbungen im Material sichtbar.
Dem zweiten Leben der Oldtimerbauteile steht nichts im Weg.
Alle Bilder sind durch Anklicken vergrößerbar!
ABP-Racing
Ralf Welzmüller e.K.
Breitwasenring 32
72135 Dettenhausen
info@abp-racing.de