
Restauration von Vorkriegsfahrzeugen
Die richtige Bearbeitung von Vorkriegszylinderköpfen setzt eine sehr lange Erfahrung im Umgang mit diesen speziellen Bauteilen voraus. Werkstoffe, Passungen, Spielmaße, Schmierung und thermische Eigenschaften sind oft massiv abweichend von modernen Zylinderköpfen.
Dies muss bei der Instandsetzung zwingend beachtet werden, da sonst schon nach kurzer Zeit klemmende Ventile, eingeschlagene Sitzflächen etc. auftreten würden. Materialpaarungen sind zu beachten.
So müssen evtl. bei der Revision verwendete Werkstoffe (Ventile, Führungen, Sitze) zueinander passen.
Was nutzt ein harter Ventilsitz oder schmale Sitzflächen, wenn die Ventile zu weich sind,
was bringt ein modernes Ventil mit einem Schaftwerkstoff, welcher in der Führung wegen falscher
Gleiteigenschaften frisst ?
Ein weiteres Problem sind häufig Rissbildungen, insbesondere bei Stahlguss-Zylinderköpfen.
Durch unterschiedliche Wandstärken des Kopfs waren seinerzeit beim Abkühlen in der Gussform auftretende Gefügespannungen unvermeidlich. Ungenügende Auslagerung (thermische Nachbehandlung)
führte dann dazu, dass sich erst im Laufe des jahrzehntelangen Betriebs mit großen Temperaturschwankungen diese Spannungen lösten, es kam zu Rissbildungen. Positiv aus heutiger Sicht ist,
dass die Bauteile nach jahrzehntelangen Temperaturschwankungen nun "tot" sind, d.h. der Werkstoff ist kpl. ausgelagert, Spannungen sind nicht mehr vorhanden.
Durch Laserschweißen und Füllen der Risse im Laserverfahren können dann hier auch meist aussichtlose Fälle wieder instandgesetzt werden, die Gefahr einer erneuten Rissbildung ist nahezu
ausgeschlossen.
Bei Instandsetzungen ist zu beachten, dass hier meist ein höherer Arbeitsaufwand, verbunden mit höheren Kosten erforderlich ist. Zudem sind wir mit solchen Teilen stark ausgelastet, weshalb
sich Interessenten meist auf längere Bearbeitungszeiten einstellen müssen. Kostenvoranschläge sind bei diesen Zylinderköpfen ohne eine eingehende Prüfung und Vermessung aller Bauteile
verständlicherweise nicht, oder nur sehr ungenau möglich. Häufig sind Schäden vorhanden, welche auf den ersten Blick nicht erkennbar sind.
Für eine grobe Einschätzung des Arbeitsaufwands können Bilder der evtl. vorhandenen Beschädigungen
hilfreich sein. Anfragen und Bilder senden Sie bitte an info@abp-racing.de
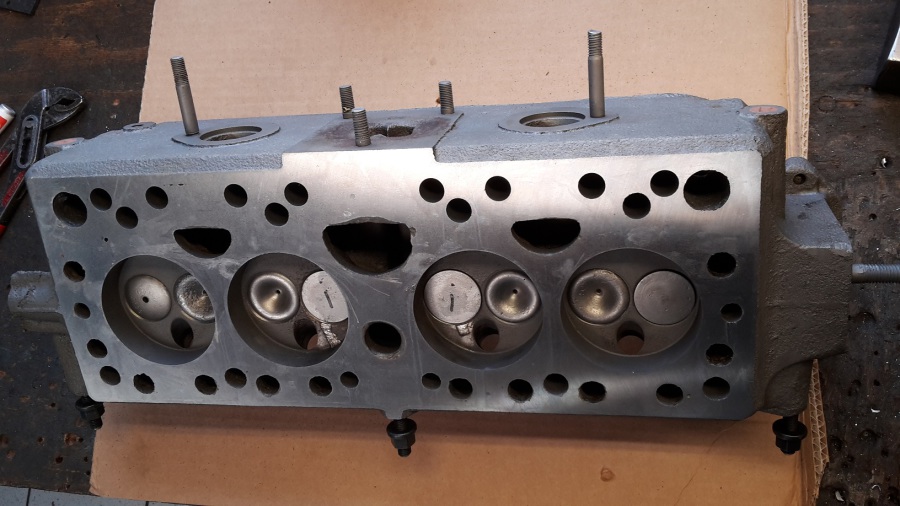
Beispiel 1: Bianchi-Zylinderkopf

Bei diesem seltenen Bianchi aus den dreißiger Jahren erhielt der Kunde von seinem Restaurator die Aussage, dass der Zylinderkopf irreparabel beschädigt sei. Größtes Problem waren mehrfach vorhandene Risse in dem für damalige Verhältnisse sehr komplex gegosssenen Stahlguss-Zylinderkopf.
Es sollte daher auf einen Opel-Motor umgebaut werden.
Der Kunde lehnte dies jedoch im Hinblick auf die Originalität und den Wert des Fahrzeugs ab.
Auch hier konnten wir helfen.
vorher



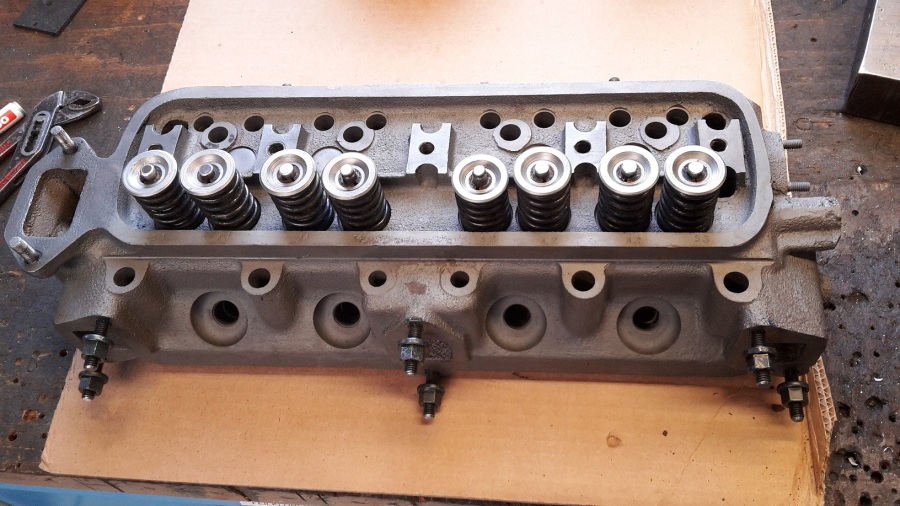
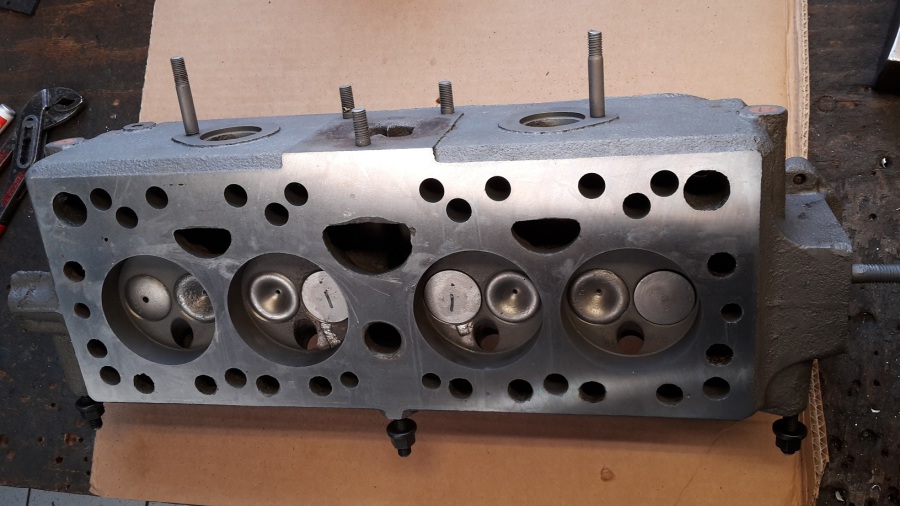
nachher
Der Zylinderkopf vor-und nach der Bearbeitung.
Dazwischen liegen unzählige Bearbeitungsschritte welche hier nur im Groben dargestellt werden können.
Das Bauteil ist nun wieder bereit für viele weitere Kilometer.
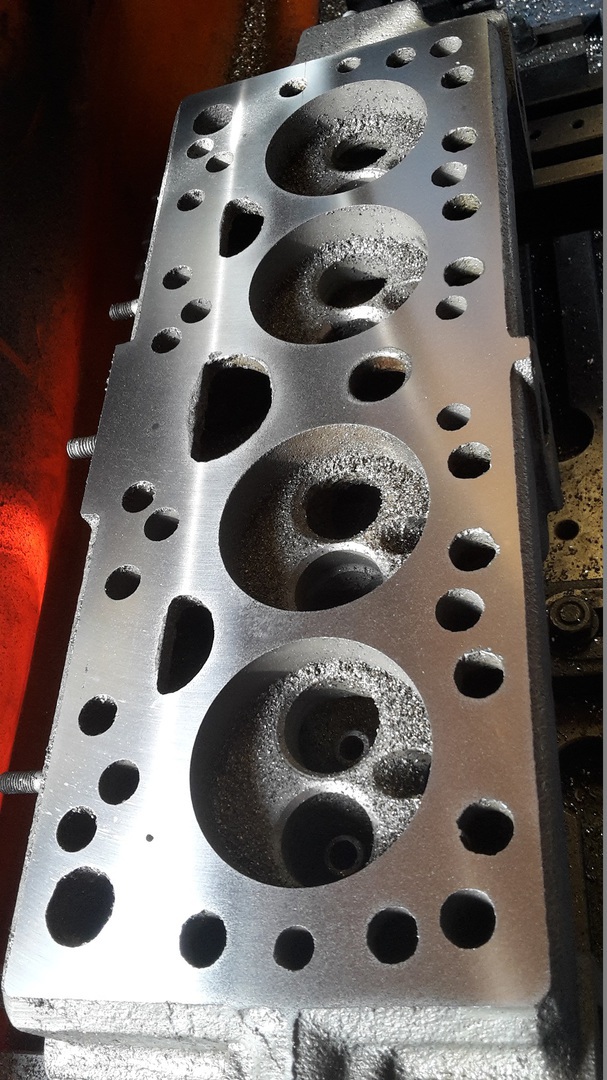
1. Glasperlstrahlen
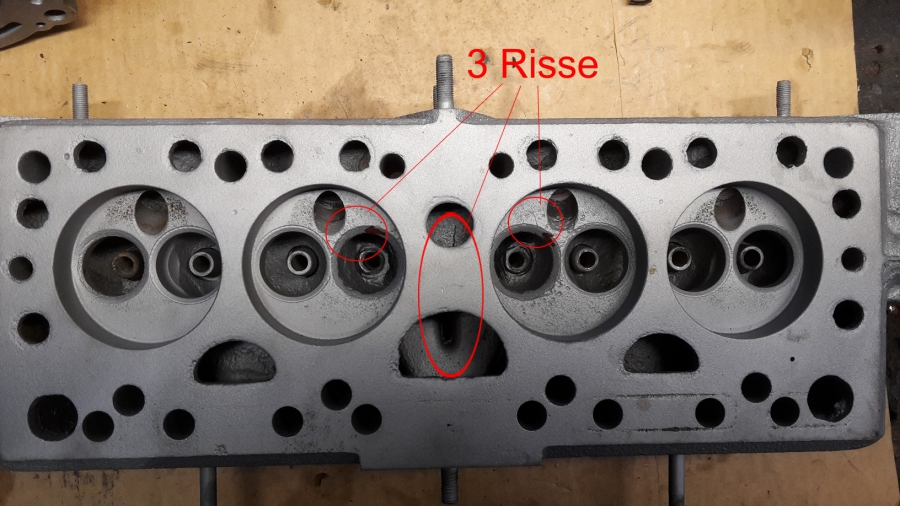
Nach dem Glasperlstrahlen sind die Schäden erkennbar.
Größtes Problem hierbei sind die drei Risse, wobei einer der Risse tief im Inneren der
großen Wassertasche liegt.
Problematisch sind hier auch die wegkorrodierten Sitzflächen, da bei diesem speziellen Kopf wegen der dünnen Brennraumdecke kein Einbau von Sitzringen möglich ist.
2. Laserschweißen

Riss

lasergeschweißt
Im Laserschweißverfahren ist es durch die Formgebung der Werkzeuge möglich auch tief im Inneren von Bauteilen zu schweißen. Sehr schön zu erkennen ist der saubere Einbrand und die absolut lunkerfreie Schweißnaht.
Als Zusatzwerkstoff dient hier eine zäh-elastische Nickel-Legierung.
Auch die Risse im Kanal / Ventilsitzbereich werden porenfrei geschweißt. Eine Qualität, welche niemals mit
dem herkömmlichen Elektroden-Verfahren erzielt werden kann!
Da der Zusatzwerkstoff eine höhere Festigkeit als das Gussmaterial bietet, kann auch über die Sitzfläche geschweißt werden.

Riss

lasergeschweißt

Der innenliegende Riss wurde beidseitig geschweißt. Die Schweißnaht liegt dabei ca. 8 cm tief im Kanal. Auch hier wäre es unmöglich mit Elektroden zu schweißen!

Nach dem Abschluss der Schweißarbeiten sind alle drei Risse geschlossen. Die Nähte im Brennraum und in den Sitzen müssen maschinell nachgearbeitet werden.
Die Auflageflächen der Ventile wurden hier lediglich mit 45° maschinell nachgeschnitten. Die Dichtheit der Ventile ist nach der maschinellen Ventilsitzbearbeitung voll gegeben, sie wird mit Unterdruck geprüft. Auf das Fräsen eines inneren Korrekturwinkels wurde bewusst verzichtet, um die Auflagefläche der bereits durch Korrossion vergrößerten Innendurchmesser der Sitze nicht weiter zu reduzieren.
Ein hier normalerweise notwendiger Einbau von Sitzringen ist nicht möglich. Wegen der bei diesem Kopf bis dicht an den Sitz verlaufende Wassertasche können keine Grundbohrungen gespindelt werden, ohne in den Wasserkanal durchzubrechen.
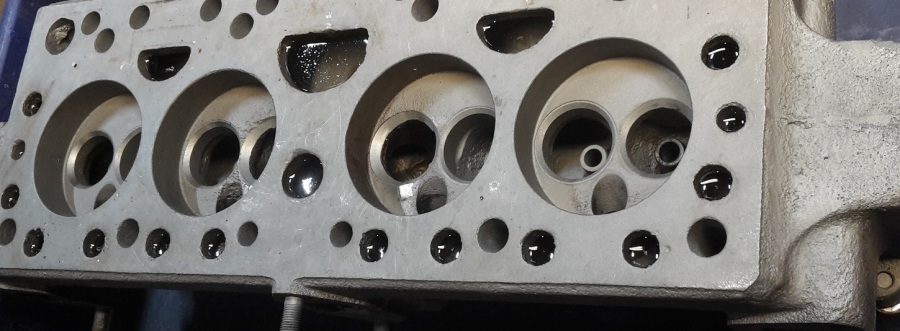
3. Dichtigkeitsprüfung

Der Zylinderkopf wird zur Druckprüfung vorbreitet.
Dabei werden mittels anzufertigenden Platten alle Anschlüsse verschlossen, anschließend nach der erfolgreichen drucklosen Prüfung mit Petroleum
wird der Kopf zusätzlich mit 7 bar abgepresst.
Trotz der mechanischen Dichtheit wird der Zylinderkopf
zusätzlich bei Henkel / Loctite vakuumimprägniert. Dadurch werden auch eventuelle hinter den Brennräumen befindliche Anrisse dauerhaft versiegelt.
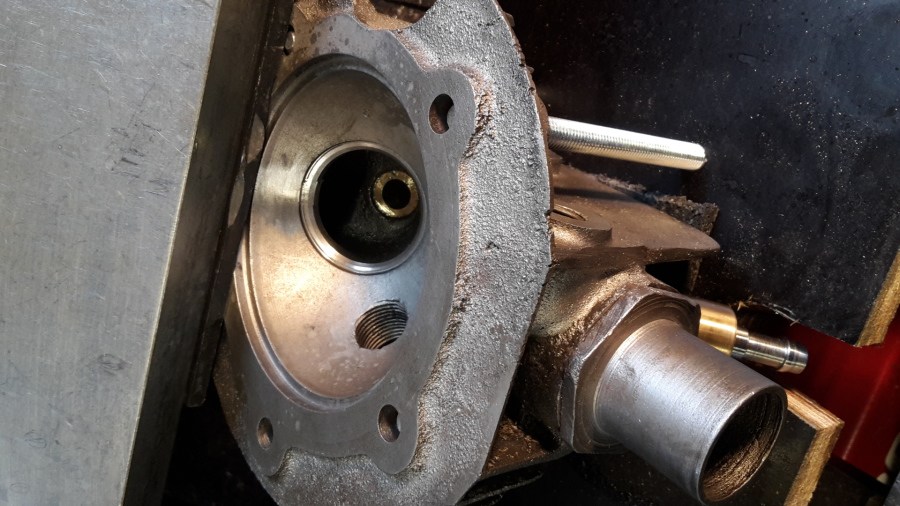
4. Stehbolzen erneuern

Die völlig defekten und festgerosteten Stehbolzen werden maschinell präzise ausgefräst, die Gewinde mit Heli-Coil-Gewindeeinsätzen verstärkt und aus
hochfestem Stangenmaterial neue Stehbolzen angefertigt und eingebaut.

Der Stehbolzen wird abgeflext

Herausfräsen der Stehbolzen-Reste
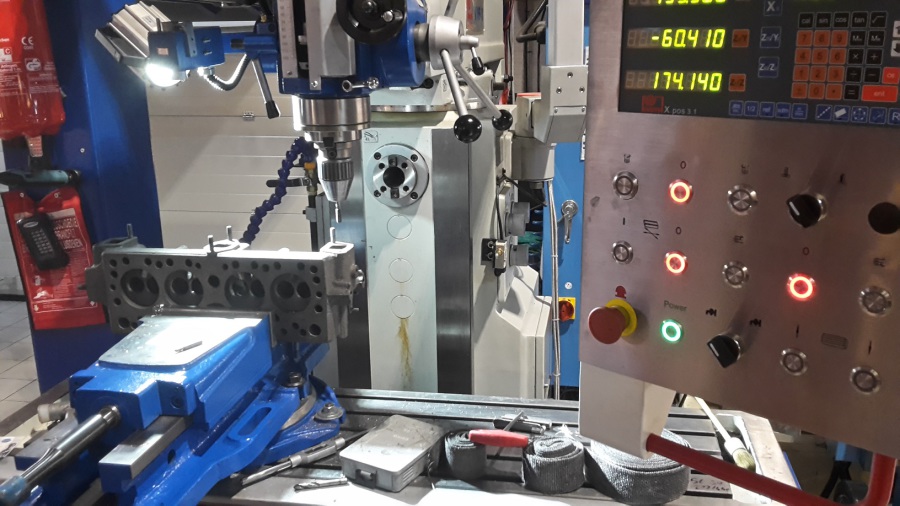
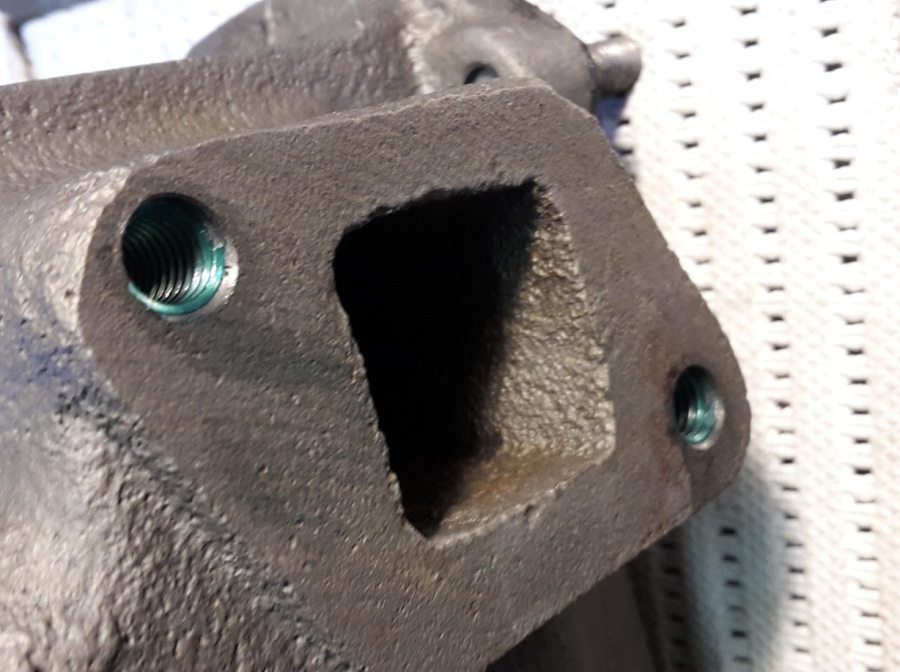
Einfügen von Helicoils zur Befestigung der neuen Stehbolzen
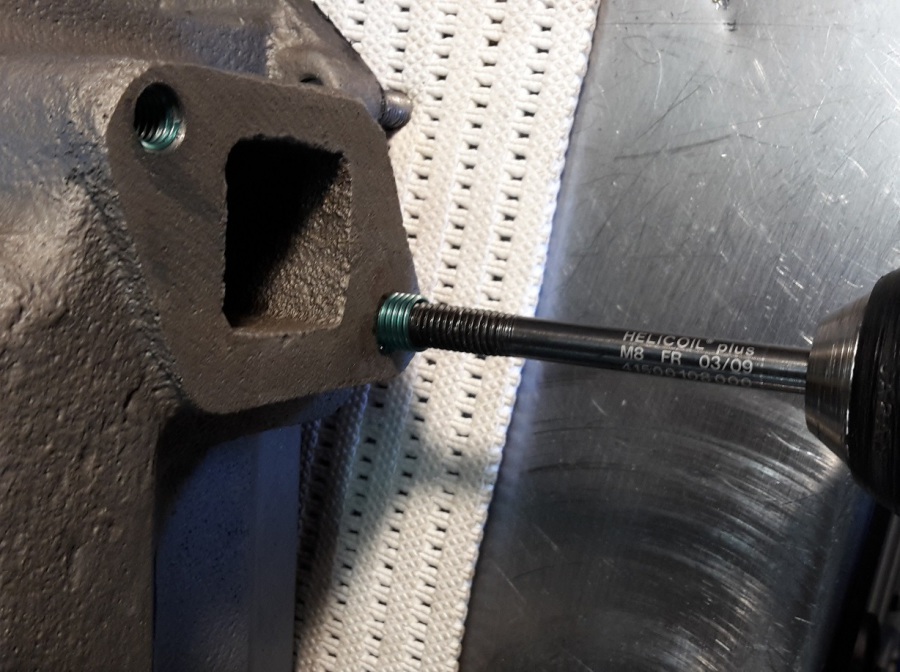
Durch die Verwendung der Heli-Coil-Einsätze
werden die Gewinde zusätzlich verstärkt.
Die Festigkeit liegt anschließend deutlich über der des ursprünglichen Gewindes.
5. Planfräsen der Dichtfläche
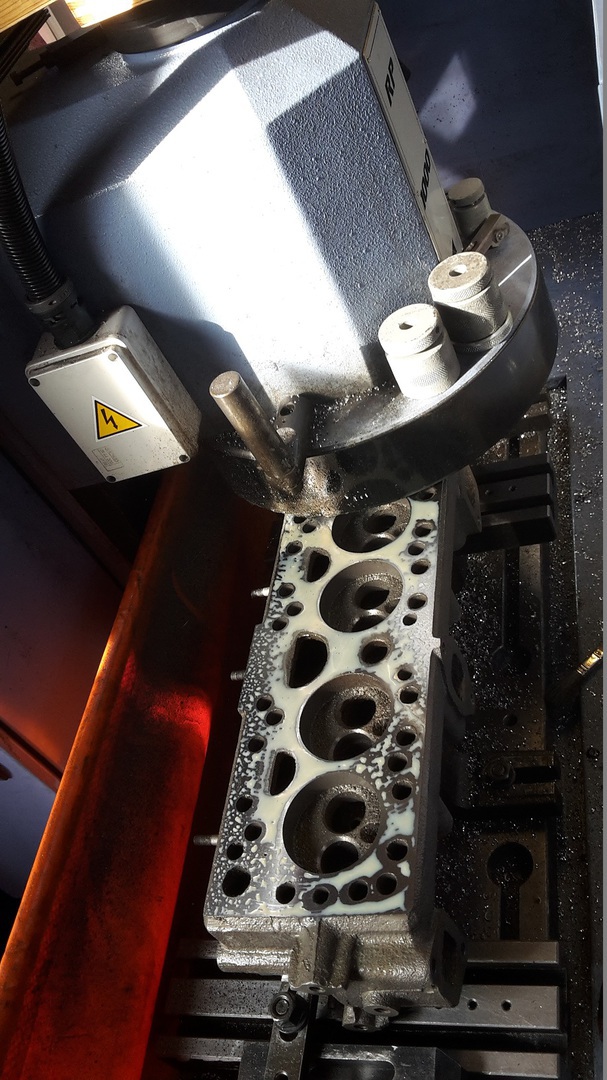
Nach dem Planfräsen sind alle Beschädigungen an der Dichtfläche entfernt.
6. Ventile schleifen

Die Ventile werden an der Sitzfläche maschinell im Winkel 45° geschliffen.
7. Endmontage
Nach dem Zusammenbau kann dieser über achtzig Jahre alte Zylinderkopf wieder montiert und uneingeschränkt verwendet werden.

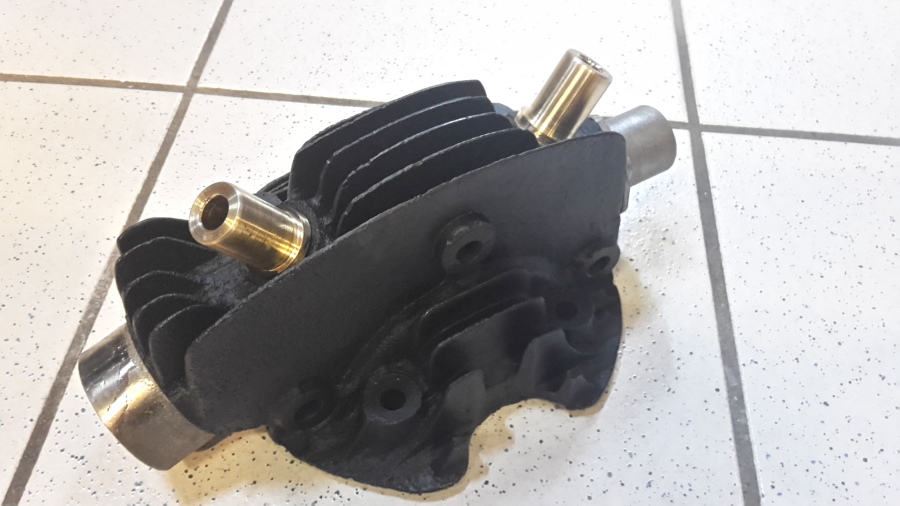
Beispiel 2: Motorrad FN Bj. 1927
Das Problem bei diesem aus Stahlguss gefertigten luftgekühlten Zylinderkopf ist vorab die Formgebung.
Es sind keine Auflageflächen an der Oberseite des Kopfes vorhanden, der Zylinderkopf kann ohne eine anzufertigende Vorrichtung nicht maschinell gespannt und bearbeitet werden.
Es sind zahlreiche, teilweise größere Fehlstellen an den Kühlrippen vorhanden. Der Auslasskanal ist gebrochen, wobei hier die Bruchstücke noch vorhanden sind.
Zudem ist ein Riss im Brennraum vorhanden. Die Ventile sind völlig verschlissen, die Schäfte und Führungen wg. der konstruktiv bedingt sehr schlechten Schmierung massiv eingelaufen.
Ersatzteile sind nicht verfügbar.

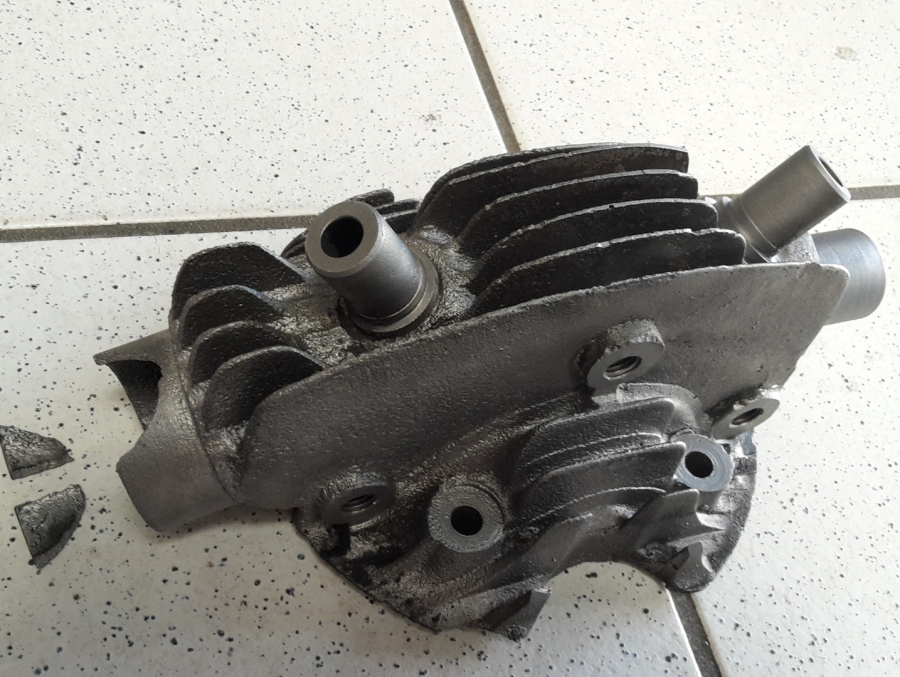
Der Zylinderkopf bei Anlieferung: Gut zu sehen die mehrfach gebrochenen Kühlrippen
Nach dem Glasperlstrahlen: Die beiden Bruchstücke des dünnwandigen Auslass-Kanals müssen wieder eingeschweißt werden.

Ein Riss verläuft vom Brennraum über die Sitzfläche bis ca. 2cm in den Kanal

Im Laserverfahren werden zunächst die fehlenden Külrippen aufgedruckt

Anschließend werden die Bruchstücke beidseitig eingeschweißt

Der Riss wird aufgeschliffen und im Laserverfahren geschlossen.

Aus unserer Datenbank ermittelten wir Mercedes-Benz Ventile, bei denen Teller und Schaftdurchmesser dem Original entsprechen. Der zu lange Ventilschaft wird gekürzt und die Keilnut für die FN-Federteller / Keile maschinell geschliffen

Oben das unbearbeitete Mercedes-Benz-Ventil, unten das daraus abgeänderte Ventil nun verwendbar im FN-Zylinderkopf.
Gut zu sehen der gekürzte Schaft und die eingeschliffene lange Keilnut.

Die völlig verschlissenen Führungen aus Gusswerkstoff werden aus einer speziellen Bronze-Legierung nachgefertigt. Wichtig dabei: Dieser Werkstoff wird auch beim Mercedes-Zylinderkopf, aus welchem die Ventile stammen verwendet!
Somit ist die Gleitpaarung problemlos gegeben.

Der geschweißte Zylinderkopf, die angefertigten Führungen und Ventile vor dem Zusammenbau

Die Schweißnaht im Brennraum wird zunächst manuell nachgearbeitet.
Anschließend werden die Ventilsitze gefräst, die Dichtheit der Ventile mit Unterdruck geprüft.

Der Zylinderkopf nach der Fertigstellung. Es erfolgte eine Beschichtung mit speziellem Motorlack. Gut zu sehen die eingebauten Führungen und die gefrästen Sitze


Nach der Endmontage ist der Kopf wieder bereit zum Einsatz. Von den zahlreichen Beschädigungen und Fehlstellen ist nichts mehr zu sehen. Der über neunzig Jahre alte Zylinderkopf erscheint technisch und optisch in neuwertigem Zustand.
Beispiel 3: Rolls Royce Phantom 1 Zylinderkopf Bj. 1929
Dieser aus einem Rolls Royce-Phantom 1 stammende Zylinderkopf wurde bei einem Schweizer Restaurator bereits bearbeitet. Dabei wurde versucht die vorhandenen Risse in einem Auslasskanal mittels Elektroden-Schweißung zu schließen. Ein Fehler-wie sich schnell herausstellte. Durch die größe Wärme und das spröde Schweißmaterial wurde der Schaden noch größer. Es trat massiv Wasser aus.
Da diese Zylinderköpfe seinerzeit auch in Flugmotoren verwendet wurden, waren diese aus Gründen des Gewichts sehr dünnwandig gegossen. Hier muss mit größter Vorsicht gearbeitet werden. Ein hervorragendes Beispiel für den Einsatz des Laserschweißens. Zusätzlich wurde dieser Zylinderkopf abschließend vakuumimprägniert. Dadurch werden auch die bereits bei der damaligen Herstellung
verwendeten Einschlag-Bolzen nachhaltig neu abgedichtet.

Der gut ein Meter lange, und trotzdem erstaunlich leichte Zylinderkopf bei Anlieferung.

Das durch den Vorgänger aufgetragene Schweißgut wird mittels Frässtiften manuell vollständig entfernt

Durch die schlecht durchgeführte und ungeeignete Elektroden-Schweißung sind zahlreiche Hitze-Risse vorhanden.


Zunächst werden im Laserverfahren die tiefen, aufgeschliffenen Poren und Risse geschlossen. Anschließend wird zur Verstärkung mehrlagig überlappend Material aufgeschweißt.
Insgesamt werden hier 3mm Schichtdicke des sehr zäh-elastischen Schweißguts als Innenmantel aufgetragen. Der etwas reduzierte Kanaldurchmesser wirkt sich bei diesem "zahmen" Motor mit der sehr geringen Literleistung im Laufverhalten nicht aus.

Wegen der Verwendung der Krümmerdichtungen wird die überstehende Schweißnaht außen
entfernt.

Die Dichtheit der Reparaturschweißung wird
mit Unterdruck geprüft.
Trotzdem wird der Zylinderkopf anschließend zusätzlich vakuumimprägniert. Gut zu sehen die bei der damaligen Herstellung zur Reparatur der sehr dünnwandigen Dichtfläche verwendeten Einschlagbolzen. Seinerzeit ein Meisterwerk des Motorenbaus, eine unglaublich aufwändige Herstellung !
ABP-Racing
Ralf Welzmüller e.K.
Breitwasenring 32
72135 Dettenhausen
info@abp-racing.de